














無錫浩普為你提供各種絲錐涂層修磨,
高速鋼絲錐,硬質(zhì)合金絲錐均可修磨
具體參數(shù)規(guī)格請咨詢客服

一、絲攻的修磨。
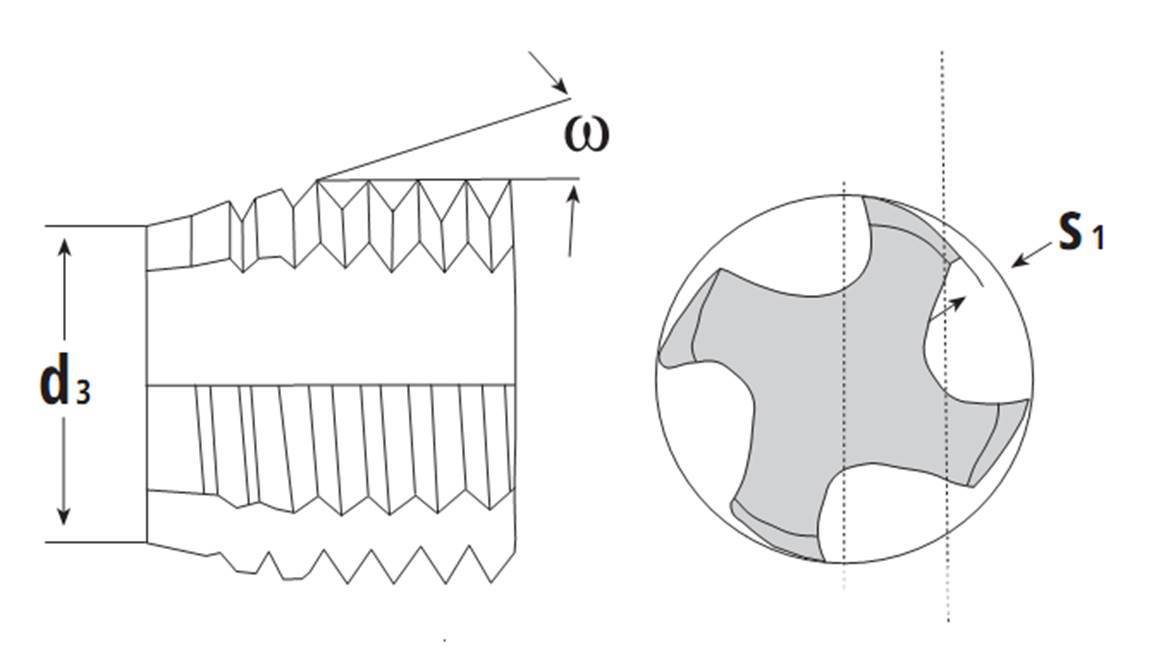
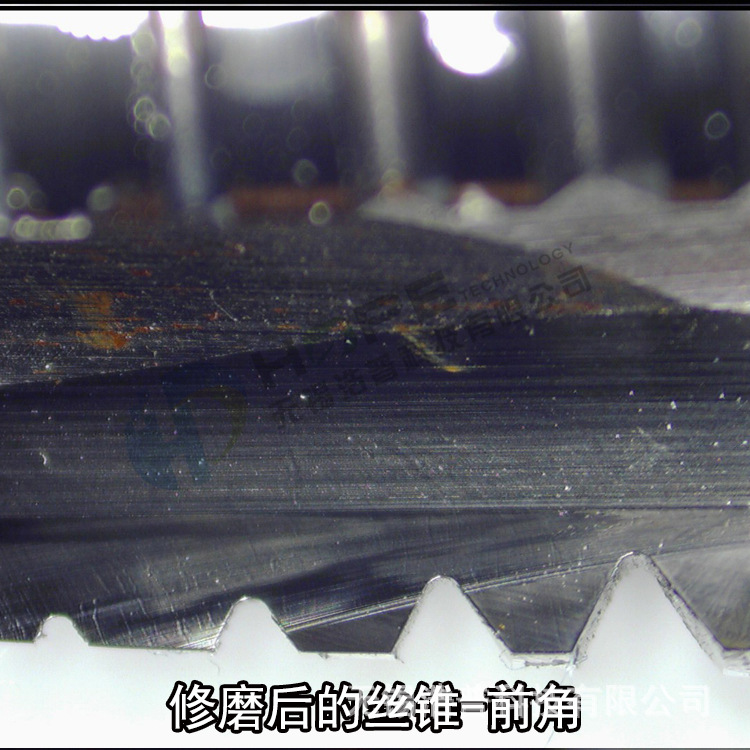
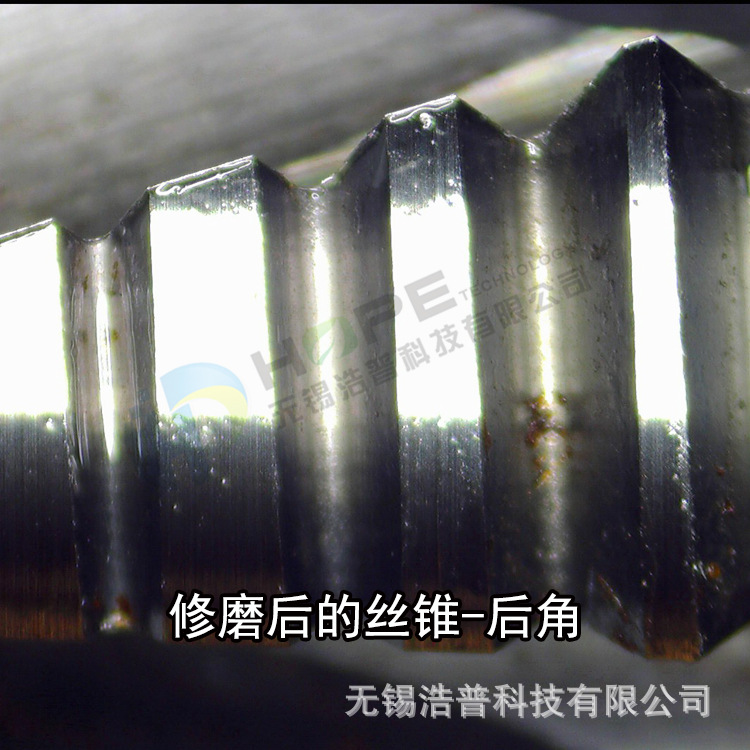
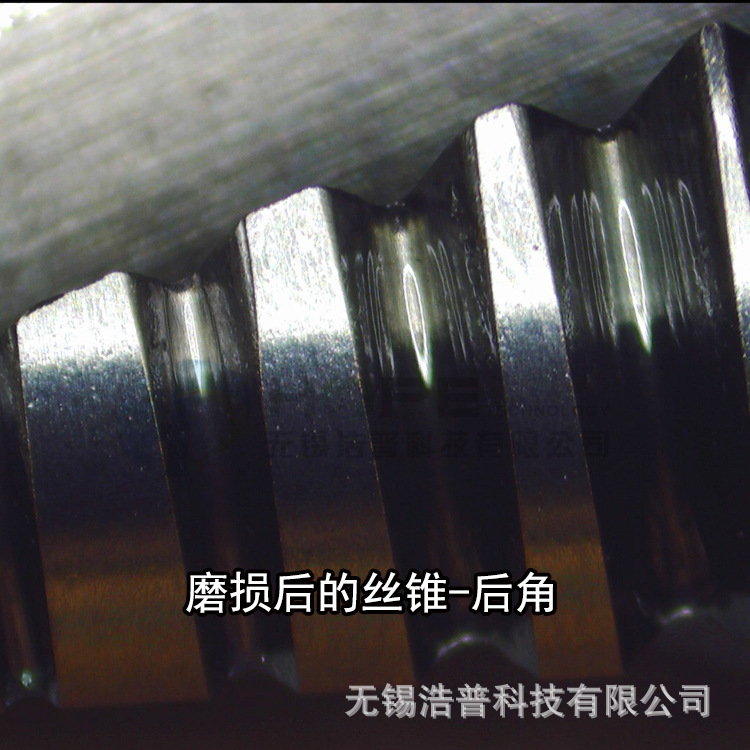
絲攻發(fā)生磨損和崩刃以后,可以通過修磨恢復它的鋒利性,一般情況下,主要是修磨刀齒前后角。
(一)切削刃前面的修磨。當絲攻的切削刃經(jīng)鈍化或粘屑,因而降低其鋒利性時,可以用柱形油石研磨切削刃的前面。研磨時,在油石上涂一些機油,油石掌握平穩(wěn),注意不要將刀齒的小園角。研磨后將絲錐清洗干凈。當絲攻的刀齒磨損形成崩刀齒時,可在刀磨上用片狀砂輪修磨刀齒的前面。修磨好后,用柱形油石進行研磨,提高刀齒前面和容屑槽的粗糙度。
(二)切削刃的后角的修磨。當絲攻的切削刃損壞時,可在一般砂輪上修切削刃后角。修磨時要注意切削錐的一致性。轉動絲攻時,下一條刃齒的刃尖不要接觸砂輪,以免將刀齒的刃尖磨掉。
二、絲錐本身的質(zhì)量狀況對加工的螺紋孔有著直接的影響,因而在選用絲攻時,要注意幾點:
(一)絲攻的螺紋表面和容屑槽要光滑。如切屑瘤、粘屑或銹蝕時,要消干凈,以阻礙切削的排除。絲錐的牙形和切削部分的刀齒要鋒利,不得有崩刃、毛刺、碳傷等,否則在攻削時,就會粘屑和破壞螺孔表面粗糙度。
(二)機用絲攻的裝夾部分要光整,對磨損嚴重的要進行修磨;手用絲攻的方頭棱角磨損后,應修磨小一號,以防攻絲時夾持不牢,產(chǎn)生打滑。
(三)要達到工件螺紋孔的精度,要選用相應精度的絲攻進行加工。
總結:絲攻和絲錐都是極易損壞的,這里介紹一些維修是的注意事項以提高絲攻和絲錐的試用壽命。

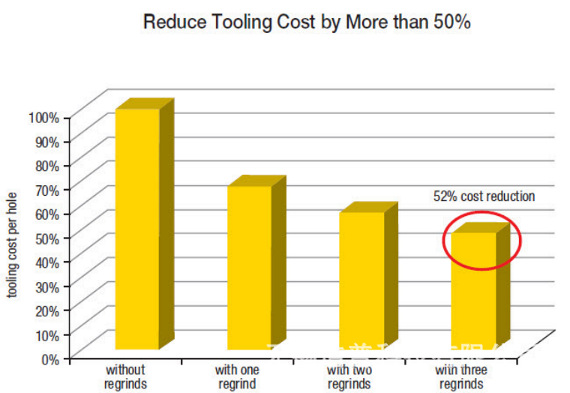
為什么要對磨損的絲錐進行修磨(絲錐修磨的好處)
對絲錐進行修磨,可以節(jié)省絲錐投入,降低刀具庫存量,避免材料浪費。又有利于保護環(huán)境。
在絲錐的使用壽命內(nèi),通過對刀具進行修磨,可以節(jié)省絲錐總投資50%以上。
絲錐修磨能達到原絲錐的壽命嗎?
我們提供的絲錐修磨服務能達到原絲錐壽命的80%左右,為客戶盡可能的降低絲錐使用成本。

賽萬特絲錐修磨有什么不同
我們絲錐修磨使用進口walter五軸磨床進行修磨
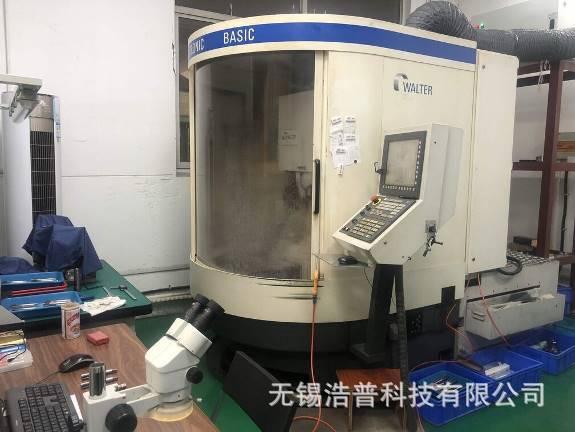
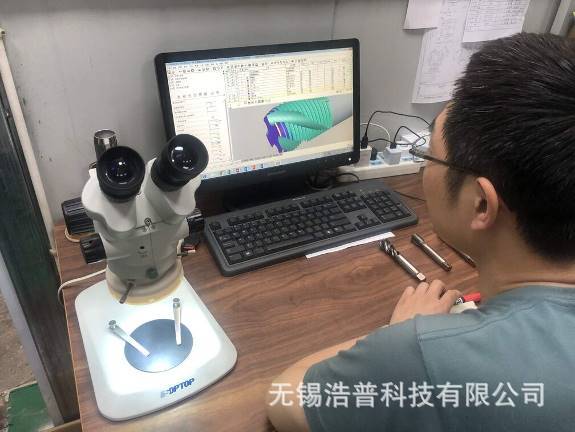
擁有進口絲錐行業(yè)20年工作經(jīng)驗的技術人員提供技術服務,專ye絲錐角度測量設備。
我們提供的絲錐修磨服務流程:
- 根據(jù)客戶提供的絲錐,做評估、分類
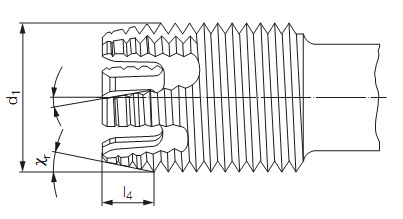
- 測量幾何角度
- 前端切斷,修磨前刀面、后刀面、錐度角等(所有參與切削的部分都進行鏟磨)
- 再次測量幾何角度
- 鈍化、涂層
我們修磨的絲錐品種,我們修磨過哪些絲錐品牌。
我們目前修磨過市面主流進口絲錐品牌,如:EMUGE,DC,WALTER,BASS, Guhring,Hahnreiter, FETTE, NORIS, DORMER,OSG,Vergnano等...
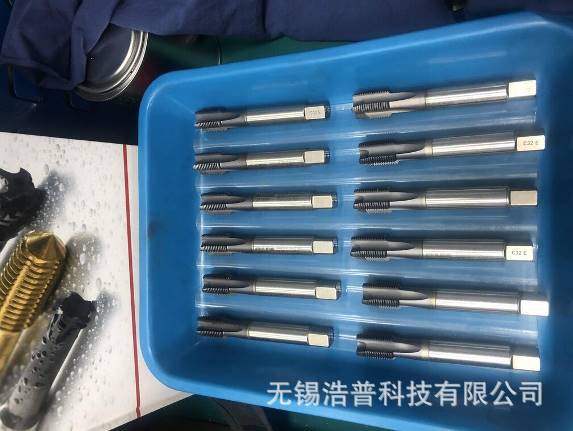
我們能修磨的切削絲錐品種:螺旋槽絲錐修磨、先端絲錐修磨、直槽絲錐修磨、內(nèi)容屑絲錐修磨。 (含高速鋼絲錐及整體硬質(zhì)合金絲錐)
數(shù)控絲錐修磨后亦能達到原刀具使用壽命的80%左右,精度高,可用于精加工使用;
數(shù)控刀具修磨請與我們溝通具體數(shù)量及加工要求等。

同時我們還提供絲錐改型服務,比如:長錐改短錐。
我們能修磨的絲錐尺寸范圍:M6——M120

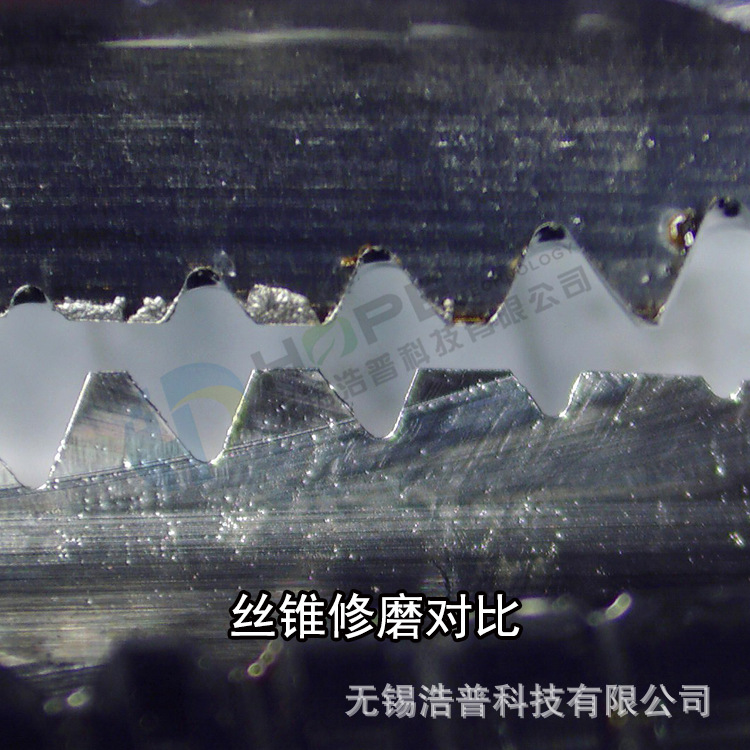
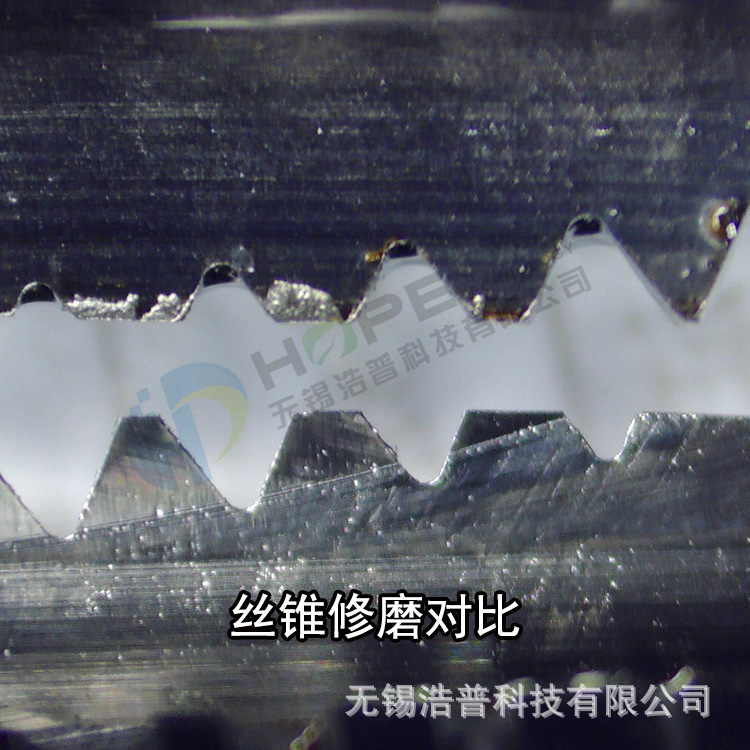
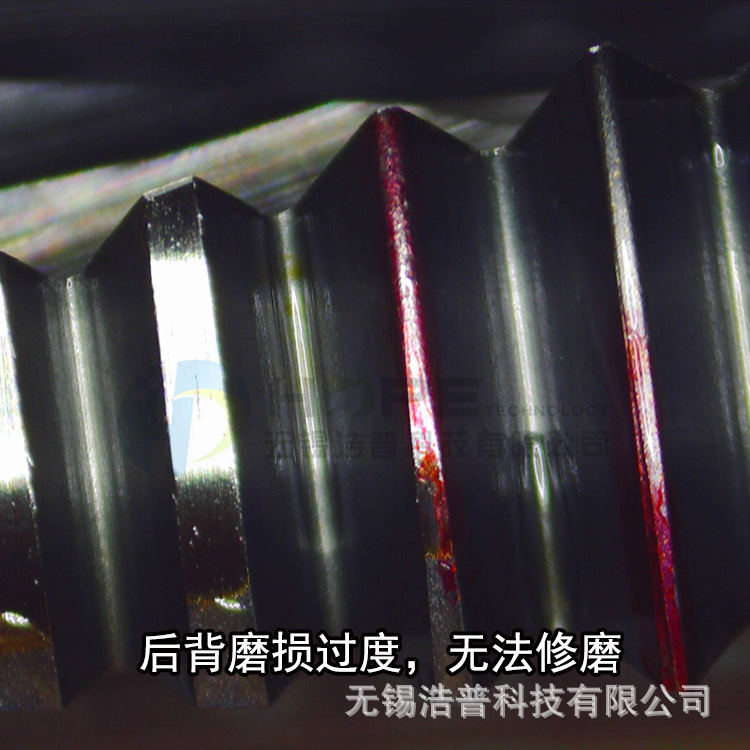
絲錐修磨案例展示:



無錫浩普為您提供絲錐涂層修磨
