您現(xiàn)在的位置:機床商務網(wǎng)>技術中心>操作維修
淺談立式加工中心換刀系統(tǒng)故障處理方法
2017年09月06日 11:40點擊:998作者:李素娟 朱海平來源:>>進入該公司展臺
加工中心是一種帶有刀庫和自動換刀裝置的數(shù)控機床,可使工件在裝夾后,自動連續(xù)完成銑削、鉆削、鏜削、鉸孔、攻螺紋、凹槽等多工序的加工,與其他機床相比,加工中心大大縮短了工件裝夾、測量和機床調(diào)整的時間。縮短工件的周轉(zhuǎn)、搬運和存放時間,使機床的切削時間利用率高于普通機床的 3~4倍;具有較好的加工一致性,并且能排除工藝過程中人為干擾因素,從而提高了加工精度和加工效率,縮短生產(chǎn)周期[1];此外,加工中心有自動換刀裝置,因而解決了刀具問題并具有高度自動化的多工序管理功能。立式加工中心主要由基礎部件、主軸部件、進給機構、數(shù)控系統(tǒng)、自動換刀系統(tǒng)及輔助裝置幾部分組成。
主軸部件又是由主軸箱、主軸電動機、主軸和軸承等零件組成,主軸的啟動、準停和變速等動作由數(shù)控系統(tǒng)控制,并通過裝在主軸上的刀具參與切削運動。數(shù)控系統(tǒng)是由數(shù)控裝置、PLC、伺服驅(qū)動裝置及操作面板組成,它是完成加工過程的控制中心。
自動換刀裝置是由刀庫、機械手等部件組成,當需要換刀時,數(shù)控系統(tǒng)發(fā)出指令,由機械手或其它夾持裝置將刀具從刀庫取出裝入主軸孔中。此臺加工中心刀庫為斗笠式,裝有 12 把刀,在使用時,當輸入“M06T**”的換刀指令時,刀庫一直在旋轉(zhuǎn),處于選刀狀態(tài)無法停止,導致其無法換刀。因加工中心的一個很大優(yōu)勢在于它有自動換刀裝置,使加工變得更具有柔性化,如若加工中心的換刀過程出現(xiàn)故障,雖然可手動換刀,但也大大降低了加工效率,也就失去了加工中心的真正意義。
要發(fā)揮數(shù)控機床的益,就要保證它的開動率,這就對機床提出了穩(wěn)定性和可靠性的要求,即當機床出現(xiàn)故障后,要盡快診斷出故障原因并提出合理的解決方案加以修復。如果用人來比喻的話,就是平時要注意保養(yǎng),避免生病;生病后,要及時就醫(yī),診斷出病因,對癥下藥,盡快康復[2]。
現(xiàn)代化設備需要現(xiàn)代化和科學化的管理,數(shù)控機床的綜合性和復雜性決定了數(shù)控機床的故障修復及問題的解決有自身的方法和特點,掌握好這些方法,可以保證數(shù)控機床穩(wěn)定可靠地運行。
1 、換刀系統(tǒng)故障原因分析
本臺立式加工中心的正常換刀過程如下所述:在機床系統(tǒng)接到“M06 T**”的指令后,主軸回到換刀點的位置進行準停,之后刀庫向右移動到主軸處將其上的刀具取下,當主軸上面的刀具進入刀庫卡槽時,主軸向上移動脫離刀庫,隨后刀庫旋轉(zhuǎn)至對應刀號,將指令中所的刀具對準主軸正下方,主軸下移,使刀具進入主軸錐孔內(nèi),刀具夾緊后,刀庫退回到原來位置,換刀過程結(jié)束。
由上述得知,換刀的關鍵點是主軸必須準停,即其一是 Z 向位置必須在換刀點位置,一般將 Z 向零點設為 Z 向換刀點,如若零點位置改變,則換刀點位置改變,無法換刀;其二是主軸端面鍵必須與 X 向平行,如若位置有偏差,也無法換刀。其它如刀庫能否正常旋轉(zhuǎn)選刀、氣壓是否足夠等均為換刀的*條件。所以故障的原因應分析如下幾個方面:
在刀庫能正常旋轉(zhuǎn)選刀、氣壓足夠的情況下,應分析:
(1)手動方式下能否換刀;
(2)刀庫是否可以正常移動;
(3)能否正常選刀;
(4)主軸準停后,Z 向的位置是否在之前設定好的換刀點的位置;
(5)系統(tǒng)中設置的換刀點的位置是否改變;
(6)主軸準停后,端面鍵是否與 X 軸平行。
2 、具體排查措施
(1)在“手動”方式下,按下?lián)Q刀按鈕,機床能夠正常手動換刀。主軸內(nèi)部的換刀缸沒有問題。
(2)按下機床右側(cè)的控制刀庫氣壓缸的換向閥按鈕,刀庫可以正常地左右移動到位。說明此組系統(tǒng)不存在問題。
(3)在 MDI 狀態(tài)下,輸入 M06 T01,系統(tǒng)在接收到換刀信號后,刀庫旋轉(zhuǎn),只要安裝在 1 號刀位上的圓形小凸塊靠近(距離為 0.3 mm 左右)無觸點開關(接近開關),數(shù)控系統(tǒng)就默認為 1 號刀,并以此為計數(shù)基準,“馬氏機構”轉(zhuǎn)過幾次,當前就是幾號刀。在沒有刀具的情況下觀察整個換刀過程是否能完成,結(jié)果在選刀環(huán)節(jié)刀庫一直旋轉(zhuǎn)。如果記憶初始位置的小凸塊脫落或刀庫的接近開關存在問題,系統(tǒng)便無法判斷出指令中的刀具號,所以出現(xiàn)的問題就是系統(tǒng)一直處于選刀狀態(tài)。經(jīng)仔細檢查,是刀庫的接近開關脫落(如圖 1 所示)。

圖 1 脫落的接近開關
(4)將控制面板上的“主軸定向”鍵按下,發(fā)現(xiàn)主軸的兩個凸出鍵并沒有與 X 軸方向平行,也就是主軸在定向后沒有轉(zhuǎn)到位。主軸準停的原理是本機床采用霍爾元件檢測定向,引起主軸準停位置不準的原因可能是主軸準停裝置電氣系統(tǒng)參數(shù)變化、定位不牢靠或主軸徑向跳動超差。首先檢查外部硬件,并沒有發(fā)現(xiàn)固定螺釘松動或定位鍵被損壞,即引起主軸準停錯誤的原因極有可能是電氣系統(tǒng)參數(shù)發(fā)生了變化。通過查閱此臺機床參數(shù)設置說明書可知控制機床主軸定位的參數(shù)為主軸伺服驅(qū)動器的 PA-39 號參數(shù),參數(shù)的值上升越多主軸向反方向偏轉(zhuǎn)的角度越大[3]。
(5)將銑刀柄裝入主軸錐孔,Z 軸移動至換到平面,機械坐標顯示值為 Z-104.6,手動將刀庫緩慢靠近主軸,發(fā)現(xiàn)換刀點偏高(如圖 2 所示),即換刀點位置發(fā)生了變化。換刀點位置與機床零點有關,此值在參數(shù)中設置,一經(jīng)設置,在不重新設置的情況下便不會再改變。由于機床每次開機需進行回零的操作,當機床零點位置由于種種原因發(fā)生改變時,當前的換刀點便會和原設好的換刀點有誤差。對于不需回零的機床刀庫而言,即使機床的零點位置發(fā)生改變,也不會影響換刀點的位置,只是當機床的 MOS 電池不起作用、數(shù)據(jù)丟失的情況下才需要調(diào)整零點的位置,進而重新調(diào)整換刀點的位置。這臺機床每次開機后需進行回零操作,所以問題顯然是機床零點位置的變化導致?lián)Q刀點位置發(fā)生了改變。
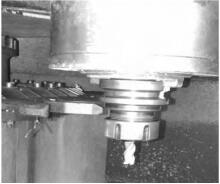
圖 2 換刀點位置偏高
根據(jù)以上排查結(jié)果及故障原因,制定出如下解決方案:
首先調(diào)節(jié)主軸定向,將主軸伺服驅(qū)動器 PA-39參數(shù)改為 1 800 后,主軸定向到位;其次在手動方式下,將刀庫移動至接近換刀位置,觀察主軸位置在哪個點可正常換刀,經(jīng)過測試換刀點在 Z-120.6 時合適,將機床的零點限位擋塊向下移動 16 mm,使主軸在 Z-104.6 mm 時可以到達換刀位置,經(jīng)過調(diào)試主軸可以到達換到位置;zui后將脫落的接近開關安裝好(如圖 3 所示)。

圖 3 修復后的接近開關
維修結(jié)果:換刀過程可順利完成(如圖 4 所示)。

圖4 修復后可正常換刀
3、 結(jié)束語
數(shù)控加工中心的換刀系統(tǒng)是一個典型的機、電、液、氣一體化控制系統(tǒng),只有對該系統(tǒng)動作過程和控制原理進行深入分析,才能保證加工中心的正常使用和維護。在遇到故障時,首先應仔細觀察故障現(xiàn)象,通過現(xiàn)象分析原理并歸納其本質(zhì)原因及特殊情況,zui終提出合理的解決方案。經(jīng)過上述對換刀系統(tǒng)無法正常換刀的一般原因分析及針對具體故障如刀庫一直處于選刀狀態(tài)和主軸不在換刀點等進行的特殊診斷及維修處理,zui終使刀庫可以正常使用,也為相關機床維修維護人員提供了更多解決加工中心刀庫故障的思路與方法。

- 凡本網(wǎng)注明"來源:機床商務網(wǎng)"的所有作品,版權均屬于機床商務網(wǎng),轉(zhuǎn)載請必須注明機床商務網(wǎng),//www.467cc.cn/。違反者本網(wǎng)將追究相關法律責任。
- 企業(yè)發(fā)布的公司新聞、技術文章、資料下載等內(nèi)容,如涉及侵權、違規(guī)遭投訴的,一律由發(fā)布企業(yè)自行承擔責任,本網(wǎng)有權刪除內(nèi)容并追溯責任。
- 本網(wǎng)轉(zhuǎn)載并注明自其它來源的作品,目的在于傳遞更多信息,并不代表本網(wǎng)贊同其觀點或證實其內(nèi)容的真實性,不承擔此類作品侵權行為的直接責任及連帶責任。其他媒體、網(wǎng)站或個人從本網(wǎng)轉(zhuǎn)載時,必須保留本網(wǎng)注明的作品來源,并自負版權等法律責任。
- 如涉及作品內(nèi)容、版權等問題,請在作品發(fā)表之日起一周內(nèi)與本網(wǎng)聯(lián)系,否則視為放棄相關權利。
有限公司")












