您現(xiàn)在的位置:機(jī)床商務(wù)網(wǎng)>技術(shù)中心>技術(shù)動態(tài)
航空發(fā)動機(jī)機(jī)匣五軸插銑加工技術(shù)分析
插銑加工是一種粗加工方法,目前插銑加工越來越廣泛地應(yīng)用于難加工材料、大余量復(fù)雜結(jié)構(gòu)件的粗加工中。國內(nèi)外學(xué)者對插銑加工軌跡規(guī)劃進(jìn)行了大量的研究,日本學(xué)者C.Hirano等[1]利用二維C-space方法求取無干涉刀軸范圍,在此基礎(chǔ)上對刀軸進(jìn)行調(diào)整實(shí)現(xiàn)五軸插銑粗加工。埃及學(xué)者T.Tawfik等[2]利用不同大小刀具進(jìn)行插銑加工,采用重疊填充圓法對插銑走刀路徑進(jìn)行優(yōu)化,試驗(yàn)證明該方法可提高插銑加工效率。國內(nèi)西北工業(yè)大學(xué)對復(fù)雜零件插銑加工技術(shù)進(jìn)行了比較深入的研究:利用直紋面逼近整體葉輪葉型曲面以確定通道內(nèi)可插銑粗加工區(qū)域的邊界,進(jìn)而規(guī)劃插銑加工軌跡[3];基于zui小面積原理求取開、閉式整體葉盤通道偏置直紋包絡(luò)面,在此基礎(chǔ)上進(jìn)行開、閉式整體葉盤插銑軌跡規(guī)劃,有效實(shí)現(xiàn)了開、閉式整體葉盤的多坐標(biāo)開槽粗加工[4-5]。哈爾濱工業(yè)大學(xué)梁全等[6]根據(jù)直紋面葉片的偏移邊界矢量,利用四元數(shù)插值方法計(jì)算插銑加工的刀軸矢量,并推導(dǎo)了多坐標(biāo)插銑加工的行距和步距計(jì)算公式,保證了插銑加工效率。

本文針對航空發(fā)動機(jī)機(jī)匣結(jié)構(gòu)特征提出一種插銑粗加工軌跡生成算法,根據(jù)機(jī)匣零件結(jié)構(gòu)進(jìn)行加工區(qū)域劃分,規(guī)劃插銑走刀路徑,插銑刀軸計(jì)算,加工干涉判斷與處理,zui終生成插銑加工軌跡。
機(jī)匣結(jié)構(gòu)分析與加工區(qū)域劃分
機(jī)匣以回轉(zhuǎn)輪轂面為主體,沿周向呈一定角度分布若干類不同形狀的島嶼凸臺,結(jié)構(gòu)復(fù)雜、尺寸較大,實(shí)際加工中通常根據(jù)島嶼凸臺位置關(guān)系將整個加工區(qū)域沿零件回轉(zhuǎn)軸方向分為若干環(huán)形加工區(qū)域(圖2)。對每個環(huán)形加工區(qū)域按周向角度劃分成扇形加工區(qū)域,其部分區(qū)域具有相同加工特征(圖3),為提高加工軌跡生成速度,對具有相同加工特征的區(qū)域只需規(guī)劃其中一處加工軌跡,其余區(qū)域加工軌跡可通過坐標(biāo)變換獲得,從而以zui少的加工區(qū)域插銑刀位軌跡規(guī)劃完成整個零件的加工。

對任一加工區(qū)域規(guī)劃插銑刀位軌跡應(yīng)在不發(fā)生干涉的前提下zui大限度地去除毛坯,其加工特征F包括:該區(qū)域輪轂面Hs、位于Hs內(nèi)的島嶼(內(nèi)島嶼){I}、位于Hs外但在加工時可能與其發(fā)生干涉的島嶼(外島嶼){J},根據(jù)加工特征F對該區(qū)域進(jìn)行無干涉五坐標(biāo)插銑加工軌跡規(guī)劃。

機(jī)匣插銑加工路徑規(guī)劃
針對機(jī)匣這類多島嶼復(fù)雜結(jié)構(gòu)件可采用行切與環(huán)切相結(jié)合的方式進(jìn)行插銑加工。為zui大限度地去除毛坯,應(yīng)在內(nèi)島嶼周圍以凸臺平面法向?yàn)榈遁S矢量環(huán)凸臺插銑走刀;而對凸臺以外的區(qū)域,采用等高行切法可改善插銑加工時因加工深度不同引起的刀具磨損加劇,提高加工效率,降低加工成本。
1加工走刀路徑
如圖4所示,插銑加工走刀路線求取步驟如下。
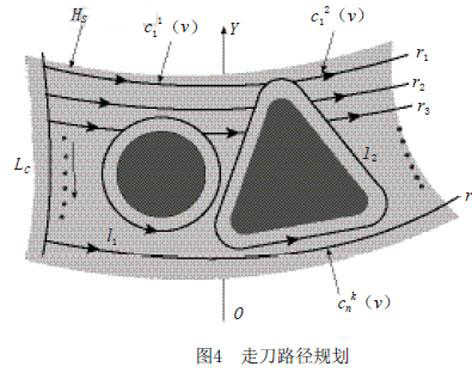
(1)計(jì)算加工區(qū)域輪轂面HS處回轉(zhuǎn)母線弧長LC,根據(jù)插銑加工參數(shù)及LC大小在輪轂上沿回轉(zhuǎn)軸(Y軸)方向按等弧長提取n條等參線ci(v),其中1≤i≤n,0≤u、v≤1。由于輪轂面為回轉(zhuǎn)面,故ci(v)為圓弧。
(2)分別將島嶼凸臺平面邊界向外偏置距離D(D=刀具半徑r+凸臺側(cè)邊加工余量Δ)得到曲線Coff,將曲線Coff沿該島嶼凸臺表面法向向輪轂面投影,得到封閉曲線lj,其中1≤j≤N,N為凸臺個數(shù)。
(3)利用曲線求交算法,分別求取圓弧ci(v)位于封閉曲線列{lj}之外的部分得到離散曲線組{}即為第i行等高行切走刀線(1≤k≤Ki,Ki為第i行走刀線段個數(shù))。
曲線組列{{}}(1≤i≤n)與曲線組{lj}(1≤j≤N)即為插銑走刀路徑,首先分別沿曲線組{}等高插銑加工,然后分別沿曲線列l(wèi)j繞凸臺插銑加工。
2刀位點(diǎn)選取
插銑加工過程中,加工步距對加工效率和表面加工質(zhì)量具有重要的影響:若加工步距過大,會導(dǎo)致加工殘留量過大甚至出現(xiàn)相鄰插銑刀位點(diǎn)之間留有未加工殘留毛料的情況;若加工步距過小,加工效率下降,因此應(yīng)該選擇合適的步距參數(shù)。固定軸插銑加工中步距確定比較簡單,只需取相鄰刀軸線距離即可;而在多坐標(biāo)插銑加工中,由于相鄰兩切削力軸方向不同,其步距隨切削深度的變化而變化,通常需取相鄰插銑行在有效切削區(qū)域刀軸線距離zui大值作為加工步距。
機(jī)匣插銑加工中,島嶼凸臺周邊采用固定軸環(huán)切法插銑加工,故刀數(shù)與刀位點(diǎn)的選取可根據(jù)預(yù)設(shè)步距值及走刀線弧長確定。而對其他區(qū)域等高行切插銑加工時應(yīng)使插銑刀軸變化均勻,并根據(jù)相鄰插銑步刀軸變化情況確定其插銑加工位置以選取刀位點(diǎn)以提高加工效率。
插銑刀軸計(jì)算
1初始刀軸計(jì)算
根據(jù)上一節(jié)所述,對機(jī)匣進(jìn)行五坐標(biāo)插銑加工時,沿島嶼凸臺周圍環(huán)切采用該凸臺平面法向作為插銑刀軸,在不與凸臺發(fā)生干涉并zui大限度地去除凸臺周圍毛坯。而在等高行切插銑中,一方面取與刀位點(diǎn)處輪轂面法向作為插銑加工刀軸可減小加工后零件表面殘留量[7-8],并可使切削段上的刀軸均勻變化;另一方面受島嶼凸臺干涉影響,若切削段端點(diǎn)位于環(huán)切線組{lj}上,則該端點(diǎn)處的刀軸矢量需取其凸臺平面法向。上述情況可能造成因端點(diǎn)處刀軸矢量與中間刀位點(diǎn)處刀軸偏差過大導(dǎo)致加工中刀軸突變,因此采用計(jì)算切削段端點(diǎn)與中間刀位點(diǎn)刀軸矢量偏差值,在切削段兩端取刀軸調(diào)整區(qū)間,在區(qū)間內(nèi)對刀軸進(jìn)行調(diào)整使刀軸變化均勻。如圖5所示的某切削段沿機(jī)匣回轉(zhuǎn)中心(Y軸)方向的俯視示意圖,兩端均位于環(huán)切線上,現(xiàn)以該情況為例說明切削段初始刀軸計(jì)算方法。

AB為某行中的某一切削段,中間刀位點(diǎn)處取輪轂面法向作為插銑加工刀軸,因切削段為等高圓弧且輪轂面為回轉(zhuǎn)體,切削段上任意兩點(diǎn)P1,P2處的輪轂面法向T1,T2之間的關(guān)系為T2=T1×M(α),其中M(α)為過切削段圓弧中點(diǎn)O繞零件中心軸向(Y軸)順時針旋轉(zhuǎn)的變換矩陣:

其中,α為P1、P2之間在圓弧上的圓心角。
由于端點(diǎn)A、B處受島嶼凸臺干涉影響,A、B處以凸臺平面法向作為插銑刀軸,為保證該切削段插銑加工時刀軸均勻變化,應(yīng)對刀軸矢量進(jìn)行調(diào)整。在切削段頭尾各取一刀軸調(diào)整區(qū)間AA1、BB1,在區(qū)間內(nèi)對刀軸進(jìn)行調(diào)整使刀軸變化均勻。該切削段刀軸計(jì)算方法如下。
(1)計(jì)算切削段兩端點(diǎn)A、B處單位化刀軸矢量V1(沿島嶼凸臺1平面法向)、V2(沿島嶼凸臺2平面法向),及該點(diǎn)沿輪轂面法矢單位化矢量N1、N2,計(jì)算AB夾角ω及AB弧長S=ω×RC,其中ω為AB夾角,RC為圓弧半徑。
(2)計(jì)算預(yù)調(diào)整區(qū)間AA1、BB1弧長S1=—V1-N1—/Λ、S2=—V2-N2—/Λ,其中Λ為單位弧長刀軸變化量,根據(jù)加工參數(shù)預(yù)先設(shè)定。
(3)若S≥S1+S2,則切削段兩端各取一段刀軸調(diào)整區(qū)間,位于該區(qū)間外的刀軸取刀位點(diǎn)處輪轂面法向,此時與端點(diǎn)A呈順時針角度φ(0≤φ≤ω)處的刀位點(diǎn)C處刀軸矢量VC為:
當(dāng)0≤Sc(φ)≤S1時,VC=(V1-N1)×M(φ)(S1-Sc(φ))/S1+N1×M(φ);當(dāng)S1≤Sc(φ)≤S-S2時,Vc=N1×M(φ);當(dāng)S-S2≤Sc(φ)≤S時,Vc=(V2-N2)×M(φ-ω)(S2-S+Sc(φ))/S2+N1×M(φ)。
其中表示AC弧長,M(χ)表示過圓弧AB圓心繞回轉(zhuǎn)軸(Y軸)順時針旋轉(zhuǎn)角度x的旋轉(zhuǎn)變換矩陣:

M(χ)=
(4)若S<S1+S2,則整個切削段AB為刀軸調(diào)整區(qū)間,則與起點(diǎn)成角度φ處的刀位點(diǎn)C處刀軸矢量VC=(V1-N1)((S-Sc(φ))×M(φ)+(V2-N2)Sc(φ)×M(φ-ω))/S+N1×M(φ),其中0≤≤S。
圖6為利用該方法計(jì)算求取的某插銑切削段刀軸變化示意圖。
2刀軸干涉判斷與處理方法

對機(jī)匣插銑刀位點(diǎn)的初始刀軸計(jì)算后,為保證加工過程中刀具與零件不發(fā)生碰撞,應(yīng)與加工特征中內(nèi)、外島嶼{I}與{J}進(jìn)行干涉判斷,由于島嶼凸臺形狀簡單,可通過快速干涉判斷并根據(jù)干涉判斷結(jié)果對刀軸矢量進(jìn)行調(diào)整,從而提高計(jì)算效率。
2.1島嶼凸臺預(yù)定義
島嶼凸臺一般由若干直線與圓弧組成的封閉曲線集沿某固定方向拉伸而成,在進(jìn)行判斷干涉之前,需要對凸臺進(jìn)行預(yù)定義。以插銑加工區(qū)域中的第i個島嶼凸臺為例對其進(jìn)行預(yù)定義(圖7),步驟如下。

(1)提取島嶼凸臺上表面Fi及其法向ni;
(2)以Fi所在平面為XOY面,凸臺面中心為原點(diǎn),ni為Z軸建立局部坐標(biāo)系oixiyizi,其中X、Y軸方向可根據(jù)笛卡爾坐標(biāo)系右手定則任意確定,計(jì)算該局部坐標(biāo)系與全局坐標(biāo)系oxyz之間的映射關(guān)系;
(3)在凸臺表面邊界上提取所有直線在局部坐標(biāo)系oixiyizi下的端點(diǎn)坐標(biāo)X、Y,構(gòu)成直線數(shù)列{L(P1,P2)};
(4)提取凸臺表面邊界上所有圓弧在局部坐標(biāo)系oixiyizi下圓心坐標(biāo)PC、圓弧起始角α、終止角β,構(gòu)成圓弧數(shù)列{arc(PC,α,β)}。
重復(fù)上述步驟,將插銑加工時涉及到的所有內(nèi)外島嶼凸臺進(jìn)行預(yù)定義,獲取其局部坐標(biāo)系、直線數(shù)列和圓弧數(shù)列。
2.2干涉判斷與處理方法
按照圖6所提的插銑路徑規(guī)劃方法可保證在插銑加工過程中刀具與島嶼凸臺底部不發(fā)生干涉,并且插銑刀軸與輪轂面法向呈小傾角,實(shí)際加工中若刀具與島嶼凸臺平面不發(fā)生干涉,則刀具與該凸臺不發(fā)生干涉。求取初始刀軸后,對島嶼凸臺預(yù)定義,根據(jù)刀具與島嶼凸臺的位置關(guān)系判斷是否發(fā)生干涉,若發(fā)生干涉則計(jì)算過切程度并據(jù)此調(diào)整刀軸方向。
現(xiàn)設(shè)某刀位點(diǎn)BP,以為初始刀軸和其中一島嶼凸臺干涉判斷與調(diào)整進(jìn)行說明(圖8(a))。

(1)求取刀位點(diǎn)BP與刀軸方向在該島嶼凸臺預(yù)定義局部坐標(biāo)系oixiyizi下的坐標(biāo)分別為點(diǎn)()與單位化刀軸矢量(),以刀具軸線為中心線,半徑為R(R=刀具半徑r+凸臺側(cè)邊加工余量Δ)作圓柱面St;
(2)在局部坐標(biāo)系oixiyizi下,求取平面z=0與圓柱面St截交線,得到一個z=0平面上的橢圓E;
(3)在平面oixiyi平面上根據(jù)橢圓E方程與凸臺平面上圓弧、直線經(jīng)預(yù)處理后的信息{arc(PC,α,β)}、{L(P1,P2)},判斷橢圓E是否與凸臺平面相交,若橢圓E與凸臺平面不相交,則刀軸方向與該凸臺不發(fā)生干涉;
(4)若橢圓E與凸臺平面相交,根據(jù)計(jì)算幾何知識[9-11],計(jì)算橢圓E嵌入凸臺平面zui內(nèi)點(diǎn)CP,及CP至凸臺面邊界zui近點(diǎn)FP的距離d;
(5)將橢圓E中心點(diǎn)EP沿CPFP方向移動距離δd得到新點(diǎn)EP',將方向作為新的刀軸方向,其中為調(diào)整系數(shù),取1.2~1.5;
(6)重復(fù)步驟3~5直至得到與該凸臺不干涉的刀軸矢量,如圖8(b)所示,經(jīng)坐標(biāo)轉(zhuǎn)換求取在全局坐標(biāo)系下的刀軸坐標(biāo)方向。
利用上述方法再將刀具與其他島嶼凸臺進(jìn)行干涉判斷并調(diào)整刀軸,zui終得到與所有凸臺都不發(fā)生干涉的刀軸作為zui終插銑加工刀軸。
針對圖1所示的某發(fā)動機(jī)機(jī)匣,在加工區(qū)域內(nèi),根據(jù)實(shí)際加工工藝,按照上述方法得到該區(qū)域的插銑加工軌跡。在插銑加工過程中刀軸矢量均勻變化并且不發(fā)生干涉,快速實(shí)現(xiàn)了機(jī)匣五軸插銑刀位軌跡編程。
結(jié)束語
(1)根據(jù)機(jī)匣的結(jié)構(gòu)特征對其進(jìn)行插銑加工區(qū)域劃分可提高編程效率,利用等高行切法與環(huán)切法可簡單有效地規(guī)劃五坐標(biāo)插銑走刀路徑;
(2)提出的刀軸計(jì)算方法使加工時刀軸矢量均勻變化,根據(jù)計(jì)算刀具與島嶼凸臺的干涉程度對刀軸矢量進(jìn)行調(diào)整,可防止加工干涉;
(3)本文提出的機(jī)匣插銑加工方法不僅可快速有效地實(shí)現(xiàn)機(jī)匣五坐標(biāo)插銑加工軌跡編程,也適用于其他復(fù)雜多島嶼零件的多坐標(biāo)插銑加工。

- 凡本網(wǎng)注明"來源:機(jī)床商務(wù)網(wǎng)"的所有作品,版權(quán)均屬于機(jī)床商務(wù)網(wǎng),轉(zhuǎn)載請必須注明機(jī)床商務(wù)網(wǎng),//www.467cc.cn/。違反者本網(wǎng)將追究相關(guān)法律責(zé)任。
- 企業(yè)發(fā)布的公司新聞、技術(shù)文章、資料下載等內(nèi)容,如涉及侵權(quán)、違規(guī)遭投訴的,一律由發(fā)布企業(yè)自行承擔(dān)責(zé)任,本網(wǎng)有權(quán)刪除內(nèi)容并追溯責(zé)任。
- 本網(wǎng)轉(zhuǎn)載并注明自其它來源的作品,目的在于傳遞更多信息,并不代表本網(wǎng)贊同其觀點(diǎn)或證實(shí)其內(nèi)容的真實(shí)性,不承擔(dān)此類作品侵權(quán)行為的直接責(zé)任及連帶責(zé)任。其他媒體、網(wǎng)站或個人從本網(wǎng)轉(zhuǎn)載時,必須保留本網(wǎng)注明的作品來源,并自負(fù)版權(quán)等法律責(zé)任。
- 如涉及作品內(nèi)容、版權(quán)等問題,請?jiān)谧髌钒l(fā)表之日起一周內(nèi)與本網(wǎng)聯(lián)系,否則視為放棄相關(guān)權(quán)利。
有限公司")
")

- 全國特種加工機(jī)床標(biāo)委會召開2025年首場標(biāo)準(zhǔn)化工作會議
- 通用技術(shù)沈陽機(jī)床及下屬兩家單位成功入選遼寧省兩化融合管理體系貫標(biāo)試點(diǎn)企業(yè)
- 亞威股份成功入選工信部卓越級智能工廠(第一批)
- 通用技術(shù)集團(tuán)斬獲第四屆中央企業(yè)熠星創(chuàng)新創(chuàng)意大賽多項(xiàng)大獎

- 2025MTM金屬世界博覽會·上海 MTM EXPO 2025
- 2025第二十一屆上海國際鑄造展覽會
- 2025第22屆越南國際工業(yè)制造及材料技術(shù)展覽會VINAMAC2025
- 2025中國鹽城第十屆國際工業(yè)博覽會暨鹽城機(jī)床展覽會









