您現(xiàn)在的位置:機(jī)床商務(wù)網(wǎng)>技術(shù)中心>操作維修
提升細(xì)長軸類零件螺紋加工效率的工藝
2020年07月27日 14:29點擊:1286來源:湖北品高精密設(shè)備有限公司>>進(jìn)入該公司展臺
1、引言
普通車床在加工細(xì)長軸時很難達(dá)到較高的精度要求,無論是鉗工還是車工在面對精度要求較高的細(xì)長軸螺紋加工時都存在一定的困難。通常情況下,在普通車床上加工細(xì)長軸類零件螺紋有兩種方法: 采用一夾一頂?shù)姆椒ㄓ寐菁y刀進(jìn)行車削加工,這種加工方法對刀具與裝夾方式有嚴(yán)格要求; 采用人工板牙套扣的方法,這種加工方法不易掌握平衡,容易出現(xiàn)螺紋攻歪的情況,而且加工效率低,精度難以保證。
2、細(xì)長軸類零件的螺紋加工工裝設(shè)計
針對以上加工技術(shù)難點設(shè)計了一種專門用于細(xì)長軸類零件的螺紋加工工裝。該工裝主要由尾端錐柄、配合套、定位銷和緊固螺釘組成(見圖1)。在使用螺紋加工工裝時,需要在配合套的前端臺階孔處安裝如圖2所示的各種規(guī)格板牙,需要做多個配合套以便不同規(guī)格的板牙配合使用。
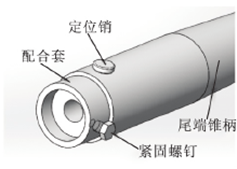
圖1 細(xì)長軸類工件的螺紋加工工裝

圖2 各種規(guī)格板牙
(1) 螺紋加工工裝尾端錐柄設(shè)計
錐柄主要根據(jù)尾座錐孔的配合而設(shè)計,由于工裝主要安裝在車床尾座上用于攻螺紋使用,所以在尾端處為長約100mm 的錐體,該錐度與車床尾座的內(nèi)孔錐度匹配,能夠保證較高的配合精度(見圖3)。
錐柄前端是外徑34mm、內(nèi)徑23mm、長75mm的圓筒,其中內(nèi)徑尺寸的公差上限尺寸為23.0mm,下限尺寸22.97mm,此公差是為了與配合套緊密配合,從而保證螺紋加工后的直線度要求。在前端圓筒處有一個直徑6mm的孔,孔公差與23mm的內(nèi)孔公差一致,該孔主要是為了插入與之配合的配合套的定位銷,防止兩者之間發(fā)生相對轉(zhuǎn)動,并提供螺紋加工時的徑向力。
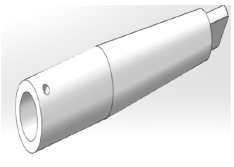
圖3 尾端錐柄
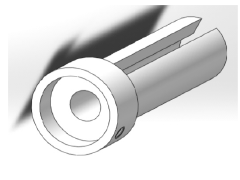
圖4 配合套
(2)螺紋加工工裝配合套設(shè)計
配合套的外形如圖4所示,其中間槽的寬度為6mm,主要用于和定位銷的緊密配合。公差上限尺寸6.0mm,下限尺寸 5.97mm,長度約69mm,主要作用是與定位銷產(chǎn)生相對移動,在進(jìn)行螺紋加工時實現(xiàn)板牙的前進(jìn)與后退。
尾端直徑為23mm的圓柱,外表面尺寸為22.97mm-23.0mm,與錐柄孔尺寸形成間隙配合。此設(shè)計是為了讓車床在進(jìn)行螺紋加工的移動不會發(fā)生偏差,保證螺紋的加工精度要求。
前端臺階孔用來安裝板牙。端面上設(shè)有M5的螺紋孔,用來對安裝的板牙進(jìn)行緊固,防止板牙松動影響螺紋加工。
對于M10以下的細(xì)長螺紋,由于板牙的外徑尺寸不一致,在進(jìn)行設(shè)計制作配合套時,可以在其頭部設(shè)計多種適合不同規(guī)格的板牙孔徑,從而實現(xiàn)多種規(guī)格螺紋加工(見圖5)。

圖5 多種規(guī)格配合套
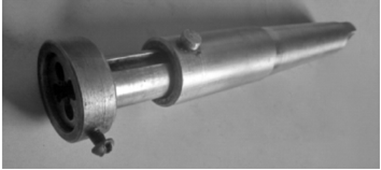
圖6 裝配使用圖
(3)螺紋加工工裝附件
工裝設(shè)計有兩個工裝附件,分別為定位銷和緊固螺釘。定位銷安裝在錐柄小孔和配合套的槽內(nèi),為間隙配合,以實現(xiàn)配合套與錐柄的相對移動,并且提供螺紋加工時的徑向力。緊固螺釘尺寸規(guī)格為M5,安裝在配合套的螺紋孔內(nèi),在配合套前端安裝上板牙后,擰緊緊固螺釘固定板牙,使其相對于板牙不發(fā)生轉(zhuǎn)動。壓緊力應(yīng)高于攻螺紋的轉(zhuǎn)動力。
3、螺紋加工工裝的應(yīng)用實例
工裝的裝配體如圖6所示。使用時尾端錐柄放入尾座錐孔內(nèi),安裝相對應(yīng)的板牙后,由主軸夾持細(xì)長軸工件,調(diào)整好位置后使主軸正轉(zhuǎn),板牙靠近工件刃扣后加適量切削液,配合套自動沿直線向前運動,實現(xiàn)細(xì)長軸類工件的螺紋加工。
對材質(zhì)為45號鋼、長度100mm的細(xì)長軸進(jìn)行實際加工(見圖7),加工后的零件如圖8所示。
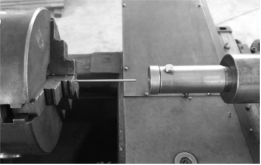
圖7 加工實例
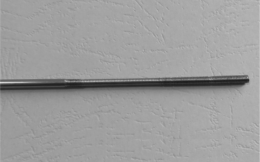
圖8 加工后的零件
4、結(jié)語
細(xì)長軸類工件的螺紋加工需要考慮多方面的因素,如提高工作效率、保證加工精度要求等。在實際螺紋加工中,采用普通的外螺紋加工方法無法保證精度,且效率較低。采用此工裝進(jìn)行攻螺紋大大提高了加工效率,同時也能保證螺紋精度的要求。經(jīng)過實際批量生產(chǎn),驗證了這種工藝的正確性和可行性,為同類型的零件螺紋加工提供了較好的借鑒。

- 凡本網(wǎng)注明"來源:機(jī)床商務(wù)網(wǎng)"的所有作品,版權(quán)均屬于機(jī)床商務(wù)網(wǎng),轉(zhuǎn)載請必須注明機(jī)床商務(wù)網(wǎng),//www.467cc.cn/。違反者本網(wǎng)將追究相關(guān)法律責(zé)任。
- 企業(yè)發(fā)布的公司新聞、技術(shù)文章、資料下載等內(nèi)容,如涉及侵權(quán)、違規(guī)遭投訴的,一律由發(fā)布企業(yè)自行承擔(dān)責(zé)任,本網(wǎng)有權(quán)刪除內(nèi)容并追溯責(zé)任。
- 本網(wǎng)轉(zhuǎn)載并注明自其它來源的作品,目的在于傳遞更多信息,并不代表本網(wǎng)贊同其觀點或證實其內(nèi)容的真實性,不承擔(dān)此類作品侵權(quán)行為的直接責(zé)任及連帶責(zé)任。其他媒體、網(wǎng)站或個人從本網(wǎng)轉(zhuǎn)載時,必須保留本網(wǎng)注明的作品來源,并自負(fù)版權(quán)等法律責(zé)任。
- 如涉及作品內(nèi)容、版權(quán)等問題,請在作品發(fā)表之日起一周內(nèi)與本網(wǎng)聯(lián)系,否則視為放棄相關(guān)權(quán)利。
有限公司")
")

- 6部門:符合要求的再生銅鋁原料可自由進(jìn)口
- 工業(yè)和信息化部:前三季度工業(yè)和信息化經(jīng)濟(jì)運行平穩(wěn)
- 國家統(tǒng)計局社科文司統(tǒng)計師林梅解讀2023年中國創(chuàng)新指數(shù)
- 盤點近期機(jī)器人圈熱門動態(tài) 你關(guān)注哪一個

- 2025第二十三屆煙臺國際裝備制造業(yè)博覽會
- 2025上海國際工業(yè)自動化及工業(yè)機(jī)器人展覽會
- 上海電機(jī)展|2025第二十七屆中國國際電機(jī)博覽會暨發(fā)展論壇
- 2025中國(山西)智能制造工業(yè)博覽會
該企業(yè)產(chǎn)品分類









