 機(jī)床商務(wù)網(wǎng)
機(jī)床商務(wù)網(wǎng)
技術(shù)文章
Alberti角度頭軸孔鍵槽加工案例
閱讀:1911 發(fā)布時(shí)間:2021-1-22 無(wú)論采用立式加工中心、臥式加工中心還是其它設(shè)備,由于開檔空間小同時(shí)加工的部位需要轉(zhuǎn)角90度,且底部為盲孔。傳統(tǒng)刀具無(wú)法加工出鍵槽底面。因此在加工中心上小空間開檔內(nèi)壁加工一直都是個(gè)難題。
傳統(tǒng)的加工方式,比如放電加工、腐蝕加工,效率低,且需要購(gòu)買昂貴的專機(jī),極大的提供了加工成本。插床加工,要求加工零件有批量,對(duì)于小批多品種化零件,插床加工刀具成本很高,也并不是一個(gè)合適的加工手段。
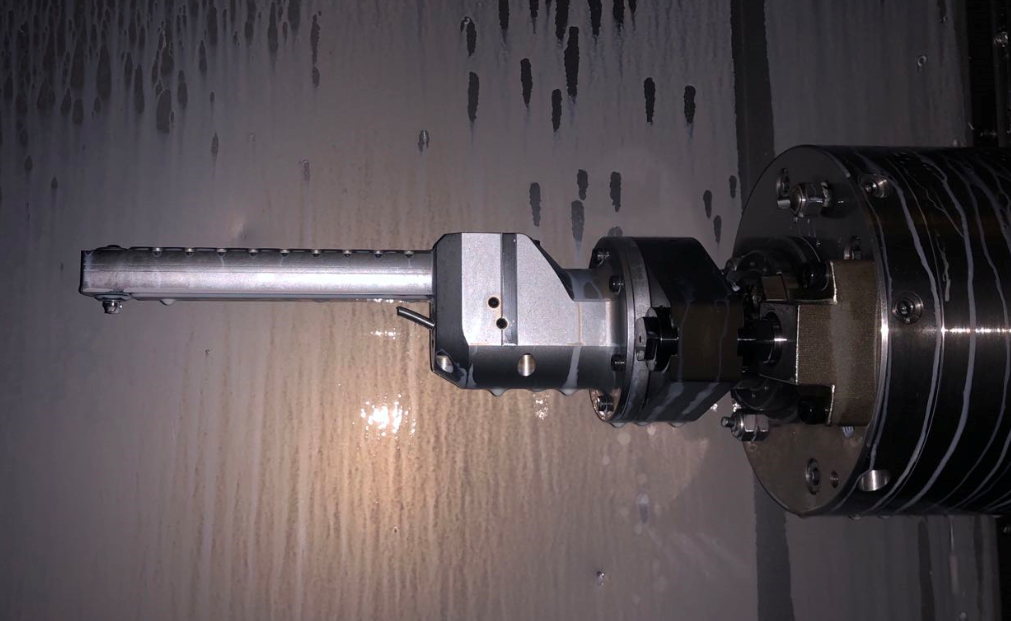
Alberti的微型角度頭則為這類加工提供了完美的解決方案,解決了這類加工的難題。
微型角度頭不僅可以用來銑槽還可以用于型腔內(nèi)的鉆孔和攻絲,并且將加工作為其中的一個(gè)加工工序,可以自動(dòng)換刀(ATC),極大地提供了加工的便捷性和降低了加工成本。
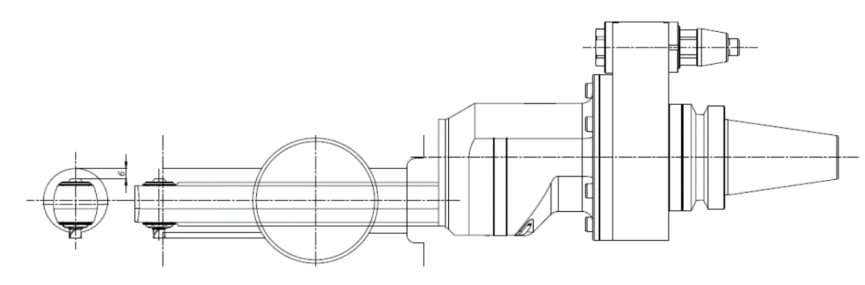
微型角度頭由于加工空間小,懸伸長(zhǎng),對(duì)角度頭的結(jié)構(gòu)設(shè)計(jì),特別是角度頭的剛性是一個(gè)非常苛刻的考驗(yàn),因?yàn)槲⑿徒嵌阮^是角度頭制造領(lǐng)域中技術(shù)含量高的產(chǎn)品之一。意大利Alberti公司是的專業(yè)化設(shè)計(jì)制造角度頭的廠商,豐富的設(shè)計(jì)經(jīng)驗(yàn)及精密的加工手段,給客戶提供了性能*的產(chǎn)品。
微型角度頭在選取的時(shí)候一定要考慮刀具的干涉范圍,同時(shí)在滿足加工條件的情況下盡量提供微型角度頭的懸伸部分的直徑,同時(shí)減小懸長(zhǎng)以提高角度頭的剛性,減小切削振動(dòng)。
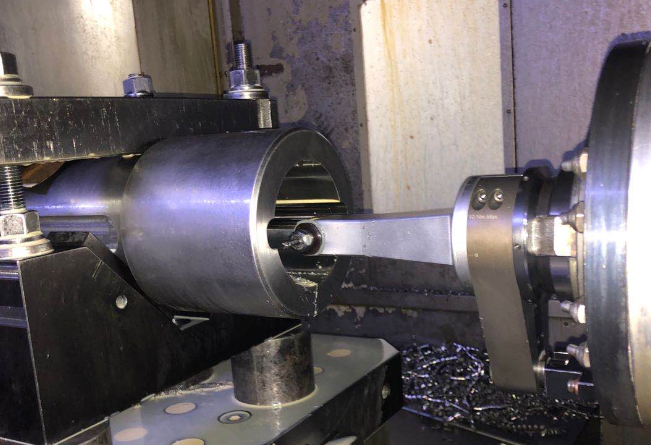
案例應(yīng)用:
客戶:無(wú)錫威孚
工件材質(zhì):鑄鋁
加工部位:Ø35mm孔內(nèi)加工7.2mm鍵槽深150mm
選用型號(hào):Alberti T90cn-0.4XL
切削參數(shù):轉(zhuǎn)速:3000rpm, 進(jìn)給400mm/min,切深1mm
加工節(jié)拍:23秒/單側(cè)
客戶:蘇州優(yōu)力克
工件材質(zhì):不銹鋼
加工部位:Ø4.313inch孔內(nèi)加工1inch鍵槽深4.2inch
選用型號(hào):Alberti T90cn-0.5L
切削參數(shù):轉(zhuǎn)速:2000rpm, 進(jìn)給200mm/min,切深0.2mm
加工節(jié)拍:1小時(shí)/單側(cè)
對(duì)比:
日本某:**showa

切削參數(shù):轉(zhuǎn)速:1000rpm, 進(jìn)給200mm/min,切深0.1mm,
角度頭廠家要求使用30分鐘停機(jī)15分鐘,加工節(jié)拍:3小時(shí)/單側(cè)