 機床商務(wù)網(wǎng)
機床商務(wù)網(wǎng)










詳細介紹
零件內(nèi)外淺止口直徑測量高精度止口測量儀
摘 要: 針對淺止口類零件的直徑檢測,存在一般量具無法順利與工件接觸的現(xiàn)象,分別介紹了4 種用于測量內(nèi)外淺止口直徑的方法。 其中使用自行研制的內(nèi)、外帶表卡規(guī)測量止口直徑,具有操作方便、成本低、測量范圍廣、示值準確、檢測精度高等特點,*了淺止口類零件直徑測量的技術(shù)空白。
前言
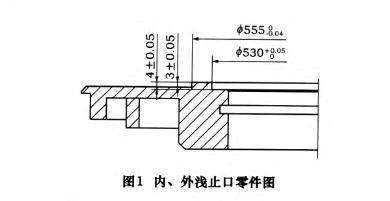
盤類零件的止口部位,經(jīng)常是起到裝配、定位甚至是密封的核心作用,尺寸精度往往較高。 檢驗人員在應(yīng)對15 mm 以上止口深度的零件時,可以選擇外徑千分尺、內(nèi)測百分表、內(nèi)測千分棒等通用量具進行直徑測量。 當(dāng)被檢測零件止口深度<15 mm時,量具的測量面無法與被測工件進行接觸,因此采用一般的通用量具就無法得到零件直徑的實際尺寸,而在實際加工現(xiàn)場又必須測到精確尺寸以便及時進行*的修正和補償。 如圖1 所示零件內(nèi)外止口深度尺寸均較小,針對此類零件較難檢測的情況,本文介紹幾種實用的測量方法。
量具測量
(1)帶表止口游標(biāo)卡尺、千分尺直接測量
如圖所示為帶表止口游標(biāo)卡尺,該量具早期屬于定制量具,但隨著加工方式的逐漸轉(zhuǎn)變及淺止口類零件測量需求的逐漸加大,此類量具已經(jīng)成為通用類量具的一種。 由于尺上游標(biāo)前方帶有鐘面式百分表,較好地克服了卡尺由于*使用磨損及自身測量精度的影響, 能夠很好地保證測量精度。 部分量具廠家也相繼推出了止口千分尺量具,但止口游標(biāo)卡尺、千分尺由于價格昂貴、量程受限、內(nèi)外止口不能同時使用、使用中極易損壞等缺陷使不少用戶望而卻步。
\
(2)內(nèi)、外卡鉗間接測量
如圖所示為內(nèi)外帶表卡鉗,是間接測量量具。在測量工件的內(nèi)外溝槽尺寸時,卡鉗是十分得心應(yīng)手的器具。當(dāng)內(nèi)外止口沒有更加合適的量具進行測量時,卡鉗可以臨時勝任。由于卡鉗屬于間接測量工具,在使用前需要與千分尺、實際合格的工件或量棒校對零位,然后再進行間接測量并讀出數(shù)值。卡鉗在測量時需要在移動中找到零件的大直徑,當(dāng)表針出現(xiàn)反方向轉(zhuǎn)折時的讀數(shù)即為大尺寸。一般的帶表卡鉗測量量程為20 mm,在檢測直徑較小的零件時是很好的測量利器。當(dāng)止口直徑越大,測量時越容易影響測量的手感及很難找到大的回轉(zhuǎn)直徑。因此,在檢測直徑較大的零件止口時,卡鉗雖可以使用,但并非得心應(yīng)手。
零件內(nèi)外淺止口直徑測量高精度止口測量儀
(3)內(nèi)外通用長度測量儀
為了測量方便、快捷,可以自制卡規(guī)進行相對直徑測量。 如圖所示為外止口鐘面、杠桿百分表卡規(guī)。其結(jié)構(gòu)均由兩側(cè)的支撐板、中間可調(diào)桿橋及表頭構(gòu)成。制作時要保證2 個支撐板底平面在同一個平面中。當(dāng)外止口的高度在5~10 mm 時,可以選擇鐘面百分表卡規(guī),但需要表頭適當(dāng)傾斜一定的角度, 防止與底平面發(fā)生刮蹭。當(dāng)止口的高度<5 mm時,就只能選擇杠桿百分表作為測量的工具。測量前調(diào)整好可調(diào)桿橋的長度,保證表頭在合理的測量范圍。首先采用圖像測量技術(shù)實現(xiàn)*止口尺寸直徑測量,將被測目標(biāo)尺寸的合格樣件作為校對的依據(jù),并以此調(diào)整好表的零位。測量時將表頭另一側(cè)的支撐板內(nèi)板面與止口外圓貼緊并以接觸點為測量、滑動的圓心基點,輕微施加向下的壓力并滑動表頭側(cè),使卡規(guī)以右側(cè)接觸點為圓心在工件表面做圓弧滑動。當(dāng)表針轉(zhuǎn)折并出現(xiàn)反向旋轉(zhuǎn)跡象時,此點即為外止口的實際大直徑尺寸。外止口杠桿百分表卡規(guī)使用的方法與鐘面百分表卡規(guī)基本一致,但由于杠桿百分表的測量范圍僅在1mm 左右且抗振能力較差,因此在校對零位、調(diào)整測量長度以及使用過程中都要倍加小心。
如圖 所示為內(nèi)止口杠桿百分表卡規(guī),內(nèi)止口卡規(guī)的測量方法與外止口測量方法*相同,但內(nèi)止口不像外止口可以利用較大的零件平面來滑動、支撐。由于受到空間的限制,采用體積比較小的杠桿百分表作為相對示值顯示的對象。在測量時往往臺階底面較小且表頭向外探出的影響,占用了支撐板的空間位置,無法順利與零件接完成滑動直徑測量。 因此在制作表頭一側(cè)支撐板時要充分考慮接觸面過小等問題。 如圖所示為外探式滑動支撐板,可以很好地解決支撐、滑動及表頭安裝的問題。使用中要注意,由于接觸面積較小并不能施加過大的向下壓力,測量者要兩手同時扶持2 個測量板,防止外力過大使卡規(guī)變形影響測量精度。
2、測量方法的工效對比
?
以上介紹了3種檢測深度較淺止口直徑的方法。帶表止口游標(biāo)卡尺測量精度較好、測量范圍廣,但只能夠檢測外止口直徑,價格較高;內(nèi)外帶表卡鉗測量結(jié)果直觀、操作簡便,量程較小,測量止口直徑存在不穩(wěn)定的現(xiàn)象; 通用長度測量儀為加工企業(yè)提供了一個測量淺止口直徑的既投入少又效果好的測量方法,卡規(guī)具有以下優(yōu)點:
(1)根據(jù)淺止口結(jié)構(gòu)的尺寸要求 ,通過改變測頭的測量位置,可以實現(xiàn)不同尺寸要求的淺止口直徑的測量;
(2)操作簡單,使用方便,能夠根據(jù)半成品的加工尺寸及時調(diào)整*的補償,保證終零件的尺寸精度;
(3)可以選擇較輕便的鋁合金材料制作卡規(guī) ,大大減輕了驗具的重量。
3、結(jié)語
在實際生產(chǎn)中,各類較淺止口盤類零件紛繁復(fù)雜,需要從業(yè)人員細心研究.
北京地泰科盛
致力于測量事業(yè)的發(fā)展,引進測量理念,傳播測量技術(shù),代理國外*測量廠家多年。擁有好的服務(wù),短的貨期,佳的品質(zhì)。
我們還承接各種非標(biāo)測量檢具,是專業(yè)從事設(shè)計、制造、銷售工業(yè)自動化檢測儀器的企業(yè)!
是您測量工作中的好搭檔,好幫手!讓我們攜手為提高中國機械水平,振興中國工業(yè),實現(xiàn)中國夢而奮斗!
 機床商務(wù)網(wǎng)
機床商務(wù)網(wǎng)