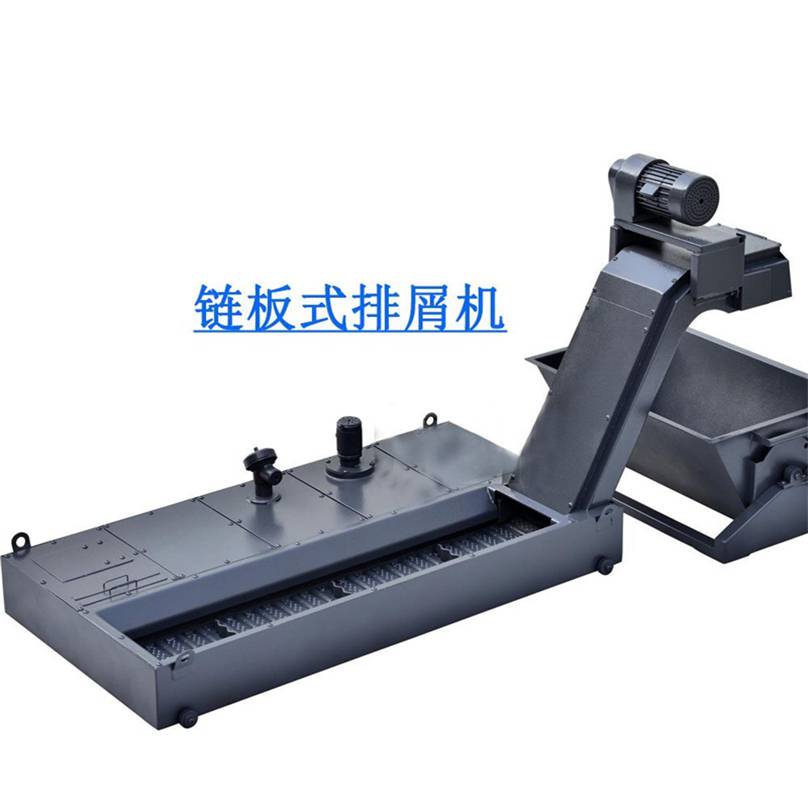
山東澤誠(chéng)機(jī)械GMC2518龍門加工中心排屑機(jī)
鏈板排屑機(jī)消費(fèi)來講,屬于較為粗重的加工行業(yè),其外形尺寸精度多以mm為單元,加之多年來國(guó)內(nèi)絕大部門運(yùn)送機(jī)帶速較低,運(yùn)量不大,對(duì)鏈板排屑機(jī)的精度請(qǐng)求不高,即便不滿足產(chǎn)品尺度的請(qǐng)求也都能夠湊合著用,少數(shù)加工職員對(duì)精度并不敏感。

1、減少加工工序,低落累計(jì)誤差
對(duì)此,我們能夠?qū)㈡湴迮判紮C(jī)消費(fèi)分紅兩段,行將高精度的焦點(diǎn)部件——軸承組件單獨(dú)結(jié)構(gòu)專業(yè)消費(fèi);然后,將組裝成一體的軸承組件作為一個(gè)零部件,投入到組裝、焊接工序。這樣,鏈板排屑機(jī)的組裝與焊接將變得十分簡(jiǎn)單,控制關(guān)鍵大大減少,有效地低落了不同加工組裝關(guān)鍵的累積誤差。

2、選用間接組裝定位基準(zhǔn),甩失中間進(jìn)程誤差
鏈板排屑機(jī)消費(fèi)來講,屬于較為粗重的加工行業(yè),其外形尺寸精度多以mm為單元,加之多年來國(guó)內(nèi)絕大部門運(yùn)送機(jī)帶速較低,運(yùn)量不大,對(duì)鏈板排屑機(jī)的精度請(qǐng)求不高,即便不滿足產(chǎn)品尺度的請(qǐng)求也都能夠湊合著用,少數(shù)加工職員對(duì)精度并不敏感。
通常的鏈板排屑機(jī)裝配都采用多個(gè)零件次序組裝,逐級(jí)定位的裝配辦法。這樣每次定位產(chǎn)生的誤差必然會(huì)逐步累積,使得***終產(chǎn)品的精度難以控制。
由于有了上述的改造假想,我們就有條件對(duì)鏈板排屑機(jī)裝配的定位辦法舉行嚴(yán)重改造,即設(shè)計(jì)一種的工裝卡具,采用管體端面焊接辦法,以鏈板排屑機(jī)軸兩頭外徑為基準(zhǔn),間接與管體外徑定位焊接。這樣,只需保證了軸的精度和工裝卡具的精度,那么鏈板排屑機(jī)的精度就完整能夠得到保證。由于采用了間接定位的辦法,就能夠甩失中間關(guān)鍵產(chǎn)生的誤差對(duì)***終鏈板排屑機(jī)產(chǎn)品精度的影響,使產(chǎn)品精度易于控制。
山東澤誠(chéng)機(jī)械GMC2518龍門加工中心排屑機(jī)
3、減少人工控制關(guān)鍵,進(jìn)步工藝穩(wěn)定性
為了完成鏈板排屑機(jī)消費(fèi)高效、穩(wěn)定、便利的目的,進(jìn)步各消費(fèi)關(guān)鍵的主動(dòng)化水平,減少人工控制關(guān)鍵至關(guān)重要。為此,滄州奧林匹斯數(shù)控機(jī)床配件制造有限公司與其它廠家互助,已樂成地開發(fā)了CO2氣體維護(hù)主動(dòng)定位雙端焊接機(jī)。經(jīng)多個(gè)批次,上 萬(wàn)只鏈板排屑機(jī)的實(shí)踐檢驗(yàn),證明結(jié)果顯著,按MT821-1999尺度檢測(cè),均勻一次產(chǎn)出及格率高達(dá)99%,這是其它傳統(tǒng)工藝所無法到達(dá)的。

 機(jī)床商務(wù)網(wǎng)
機(jī)床商務(wù)網(wǎng)











 機(jī)床商務(wù)網(wǎng)
機(jī)床商務(wù)網(wǎng)