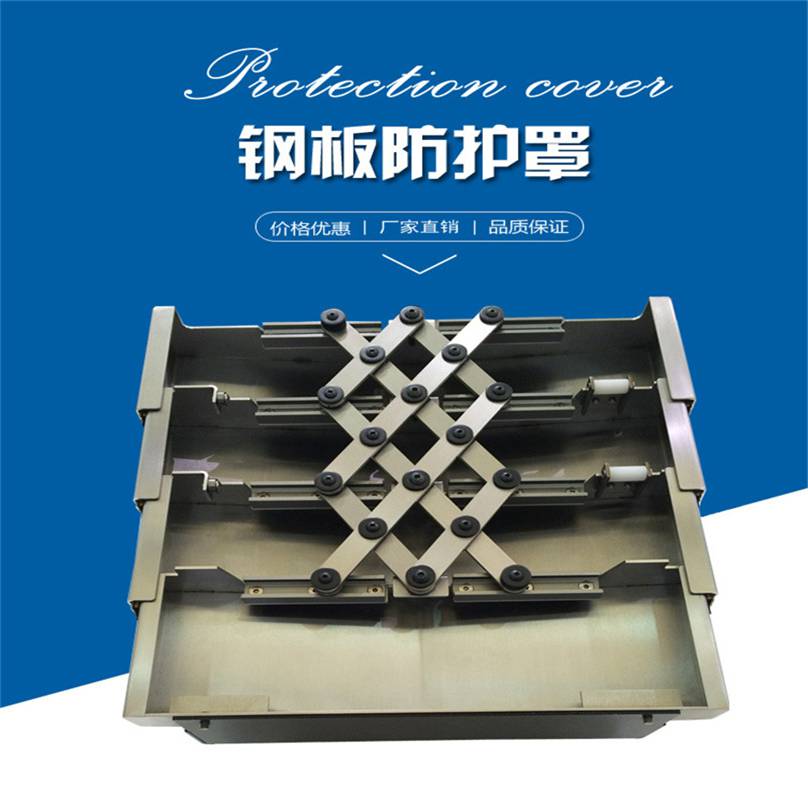
平面磨床伸縮式防護(hù)罩價格現(xiàn)場測量設(shè)計安裝
機(jī)床防護(hù)罩與鈑金技術(shù)標(biāo)準(zhǔn)據(jù)不一樣的標(biāo)準(zhǔn)挑選不一樣落料具體方法,其中有激光,數(shù)控沖床,剪板,模具等方法,之后按照工程圖紙作出相應(yīng)的展開。數(shù)控沖床受數(shù)控*方面的影響,我們對某些異形工件和不規(guī)則孔的精加工,在邊沿會經(jīng)常出現(xiàn)很大的毛邊,要采取后期處理去毛刺的處理,同時對工件的精密度有一定的不良影響;

激光加工無數(shù)控*限制,橫斷面平整,適宜異形工件的生產(chǎn)加工,但對于小工件生產(chǎn)加工用時較長。在數(shù)控機(jī)床和激光旁置放操作臺,利于板料置放在機(jī)器設(shè)備上進(jìn)行生產(chǎn)加工,降低抬板的工作效率。某些還可以使用的邊料置放在特定的地方,為鈑金折彎時試模出具原料。

在工件落料后,邊角、毛邊、接點(diǎn)要做好*的整修(打磨拋光處理),在數(shù)控*接點(diǎn)處,用平銼刀開展整修,針對毛邊很大的工件用打磨機(jī)進(jìn)行整修,小內(nèi)孔接點(diǎn)處用相對應(yīng)的小銼刀整修,以確保外型的美觀大方,同時外型的整修也為折彎時定位做出了保障,使折彎時工件*在數(shù)控折彎機(jī)上具體位置相同,確保同批產(chǎn)品外形尺寸的相同。在落料成功后,進(jìn)到下道工序,不一樣的工件按照生產(chǎn)加工的標(biāo)準(zhǔn)進(jìn)到相對的工藝流程。
平面磨床伸縮式防護(hù)罩價格現(xiàn)場測量設(shè)計安裝
有折彎,壓鉚,翻邊攻絲,點(diǎn)焊,打凸包,段差,有時候在折彎一兩道后要將螺母或螺柱壓好,至少有模具打凸包和段差的地方要考慮先生產(chǎn)加工,以防其他工藝流程先生產(chǎn)加工之后產(chǎn)生干涉現(xiàn)象,不能完成需要的生產(chǎn)加工。在上蓋或下殼上有卡勾時,如折彎后不能碰焊要在折彎以前加工好。

折彎時要要依據(jù)工程圖紙上的規(guī)格,材質(zhì)厚度確認(rèn)折彎時用的*和刀槽,防止產(chǎn)品與數(shù)控*相碰撞造成形變是上模選擇的關(guān)鍵(在相同產(chǎn)品中,或者會采用不一樣型號規(guī)格的上模),下模的采用依據(jù)板材的薄厚來確認(rèn)。另一方面是明確折彎的順序,折彎通常規(guī)律是先內(nèi)后外,先小后大,先*后普通。有要壓死邊的工件將工件折彎到30°—40°,隨后用整平模將工件壓死。壓鉚時,機(jī)床鋼板防護(hù)罩廠家考慮到螺柱的高度挑選相同不同的模具,之后TOX機(jī)器設(shè)備的工作壓力進(jìn)行調(diào)節(jié),以確保螺柱和工件表層平齊,防止螺柱沒壓牢或壓出超出工件面,導(dǎo)致工件報廢。

 機(jī)床商務(wù)網(wǎng)
機(jī)床商務(wù)網(wǎng)











 機(jī)床商務(wù)網(wǎng)
機(jī)床商務(wù)網(wǎng)