 機床商務(wù)網(wǎng)
機床商務(wù)網(wǎng)




詳細介紹
微量攻絲刀柄 絲錐刀柄 L2520.1
SAVANT微量補償同步攻絲刀柄
攻絲是機加工中*的工序,目前攻絲用刀柄主要有兩大類,剛性攻絲和柔性攻絲。所以有兩大類刀柄:剛性攻絲刀柄和柔性攻絲刀柄。
柔性攻絲刀柄具有很大的軸向補償功能,能很好的解決機床主軸轉(zhuǎn)速與進給不同步的問題,特別是在搖臂鉆上使用。但是隨時CNC機床的普及,柔性攻絲刀柄的缺點開始逐漸顯現(xiàn):
1,攻絲效率低下;
2,攻絲深度無法準確控制(因軸向浮動距離往往大于10mm);
3,柔性攻絲不能使用擠壓絲錐
剛性攻絲普遍使用于帶轉(zhuǎn)速與進給同步的CNC機床,而剛性攻
絲相比柔性攻絲的優(yōu)點:
1,攻絲效率提高;
2,螺紋深度可控;
3,可以使用擠壓絲錐
但是剛性攻絲由于不具備補償功能,又有如下缺點:
1,絲錐磨損快,壽命相比柔性攻絲要低;
2,由于數(shù)控系統(tǒng)響應(yīng)速度不夠,造成加工效率不夠高;
3,剛性攻絲對設(shè)備、*的精度要求高。
綜上所述:柔性攻絲補償量過大,剛性攻絲補償量為零都容易
產(chǎn)生一系列問題。
Savant微量補償同步刀柄(簡稱微量攻絲刀柄)應(yīng)運而生:
它可以在剛性攻絲的同時提供軸向的微量補償,即補償機床
主軸轉(zhuǎn)速與進給的不同步,同時徑向的剛性加工。
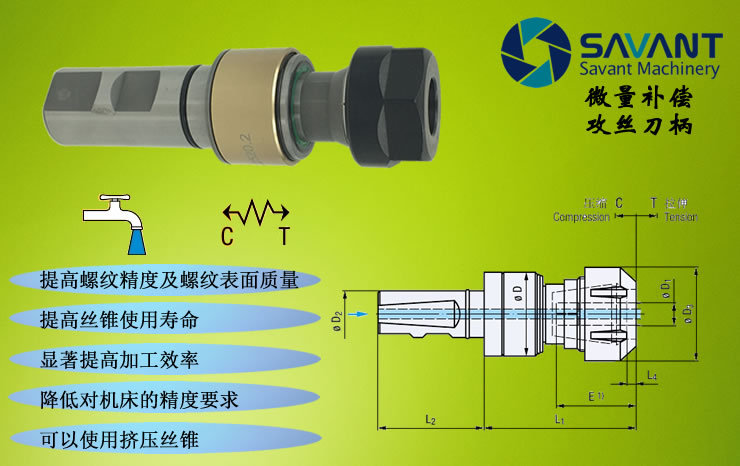
Savant微量補償攻絲刀柄能:
1,降低對機床的精度要求 ;
2,可以使用擠壓絲錐;
3,提高加工效率;
4,提高絲錐使用壽命;
5,提高螺紋精度及螺紋表面質(zhì)量;
微量攻絲刀柄 絲錐刀柄 L2520.1
 機床商務(wù)網(wǎng)
機床商務(wù)網(wǎng)