 機床商務(wù)網(wǎng)
機床商務(wù)網(wǎng)


詳細(xì)介紹
本五軸五聯(lián)動數(shù)控系統(tǒng)的接口*兼容廣數(shù)銑床數(shù)控系統(tǒng),即將廣數(shù)的接線插頭直接接到本系統(tǒng)上就可以使用,實現(xiàn)無縫對接,為廣大改造廣數(shù)系統(tǒng)的用戶帶來*的方便。
此附加面板,價值380元,購買五軸系統(tǒng),免費贈送,另贈送繼電器板一塊。

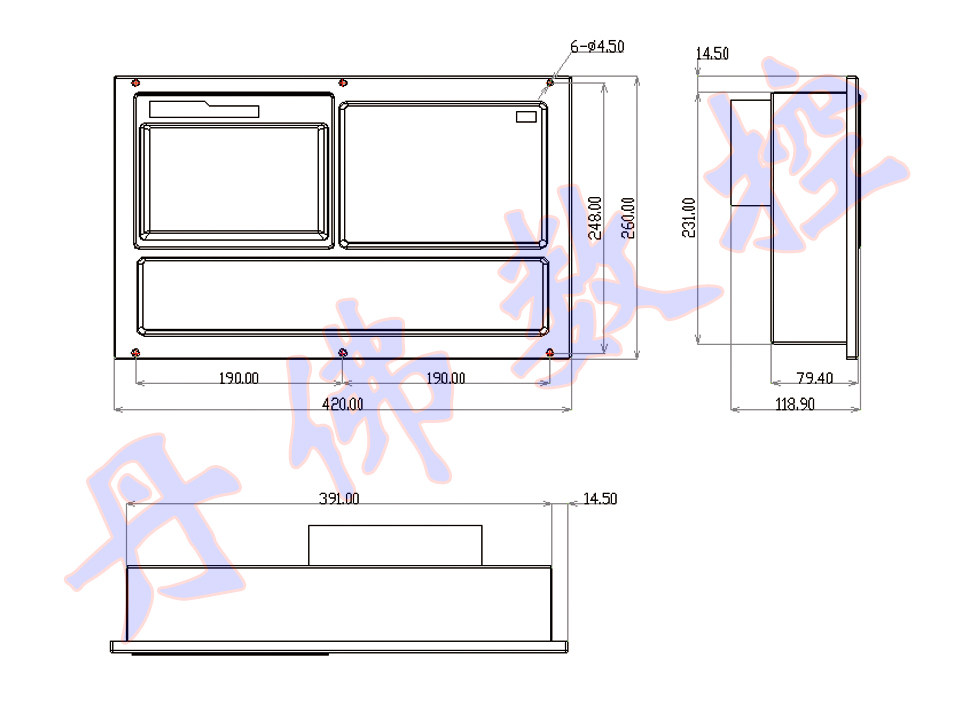
系統(tǒng)外形尺寸圖
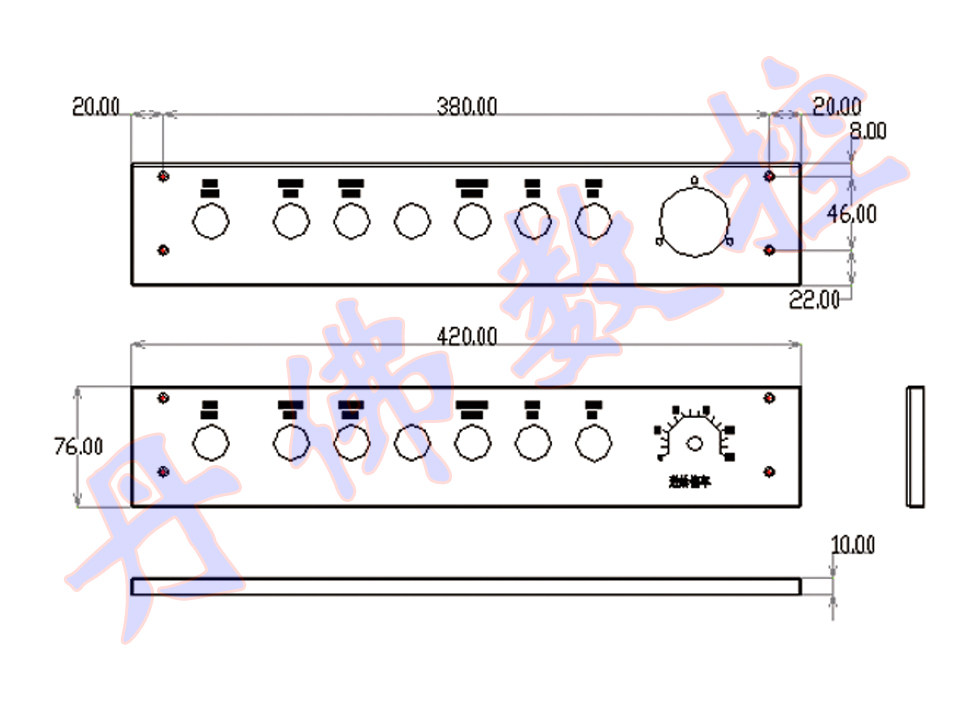
附加面板外形尺寸圖
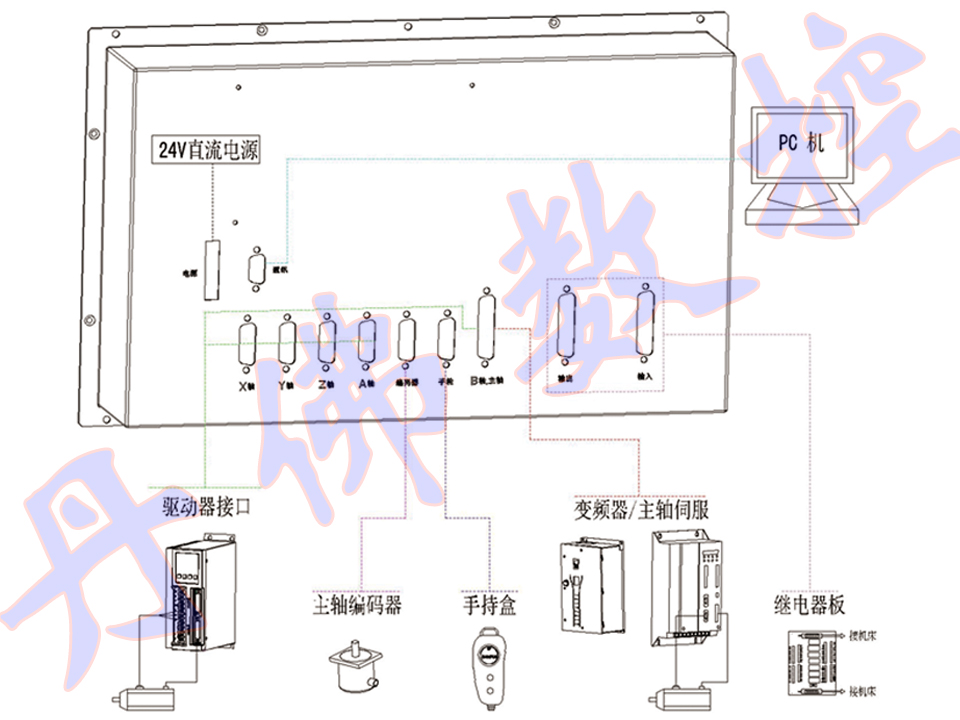
連接示意圖

五軸五聯(lián)動數(shù)控系統(tǒng)簡介
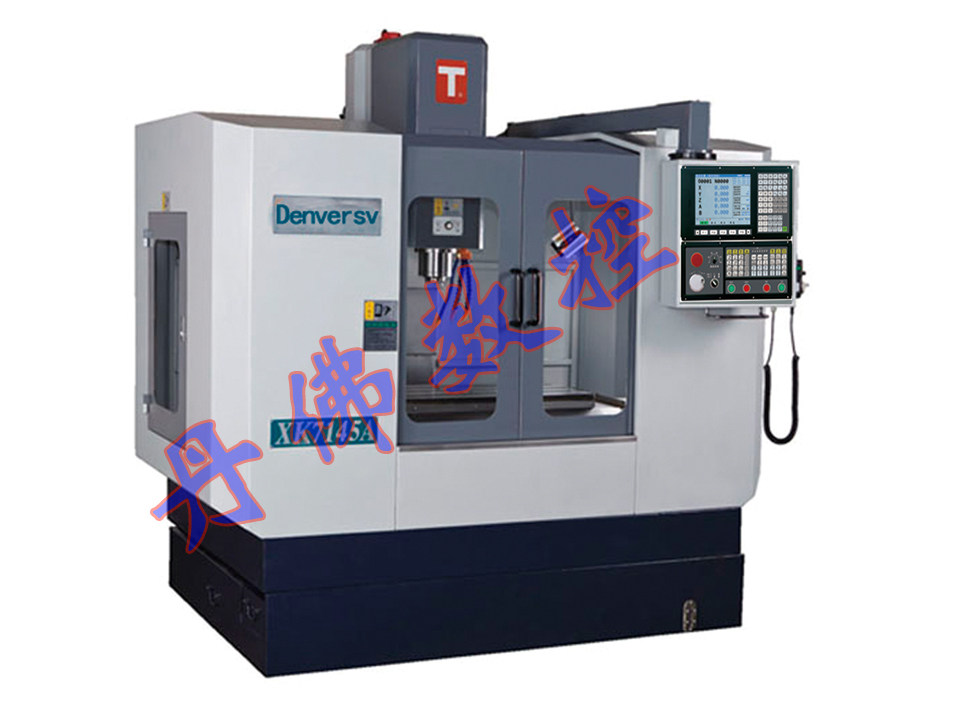
DF-2000M 銑床加工中心數(shù)控系統(tǒng)為丹佛科技有限公司自主研發(fā)的普及型數(shù)控系統(tǒng),具有豎式和 橫式兩種結(jié)構(gòu),適配銑床、鉆銑床、磨床等。
本系統(tǒng)采用 32 位高性能 CPU 和超大規(guī)模可編程器件 FPGA,實時控制和硬件插補技術(shù)保證了系統(tǒng) μm 級精度下的高效率,可編輯的 PLC 使邏輯控制功能更加靈活強大。本系統(tǒng)可控制 5 個進給軸、1個模擬主 軸,1ms 高速插補,1μm 控制精度,顯著提高了零件加工的效率、精度和表面質(zhì)量。
產(chǎn)品特點
● 5 個進給軸,5軸聯(lián)動,1個模擬主軸
● 1ms 插補周期,1um 控制精度
● 2 路 0V ~ 10V 模擬電壓輸出
● 直線型、指數(shù)型和 S 型多種加減速方式可選擇
● 內(nèi)置多 PLC 程序,當(dāng)前運行的 PLC 程序可選擇
● PLC 程序在線顯示、實時監(jiān)控、信號實時追蹤
● 支持語句式宏代碼編程,支持帶參數(shù)的宏程序調(diào)用
● 剛性攻絲和柔性攻絲可由參數(shù)設(shè)定
● 具有旋轉(zhuǎn)、縮放、極坐標(biāo),固定循環(huán)和多種銑槽復(fù)合循環(huán)功能
● 具有歷史報警及操作履歷功能,方便用戶操作和維護管理
● 提供多級密碼保護功能,方便設(shè)備管理
● 36 點通用輸入 /36 點通用輸出
● 支持標(biāo)準(zhǔn) RS232 及 USB 接口,支持 U 盤文件操作、系統(tǒng)配置和軟件升級 , 可實現(xiàn)文件傳輸、串 口 DNC 加工和 USB 在線加工功能
技術(shù)規(guī)格
控制軸數(shù)
● 控制軸數(shù):5 軸(X、Y、Z、4th、5th)
● 聯(lián)動軸數(shù):5 軸
進給軸功能
● 位置指令范圍:
公制輸入(G21):-9999.9999mm ~ 9999.9999mm,zui小指令單位:0.0001mm 英制輸入(G20): -999.9999inch ~ 999.9999inch, zui小指令單位:0.0001inch
● 電子齒輪:指令倍頻系數(shù) 1 ~ 65536,指令分頻系數(shù) 1 ~ 65536
● 快速移動速度:zui高 60m/min
● 快速倍率:F0、25%、50%、100%四級實時調(diào)節(jié)
● 切削進給速度:zui高 15m/min(G94)或 500.00mm/r(G95)
● 進給倍率:0 ~ 150%十六級實時調(diào)節(jié)
● 手動進給倍率:0 ~ 150%十六級實時調(diào)節(jié)
● 手輪進給:0.001mm、0.01mm、0.1mm、1mm 四檔
● 單步進給:0.001mm、0.01mm、0.1mm、1mm 四檔
● 插補方式:直線插補、圓弧插補、螺旋插補和剛性攻絲
● 自動倒角功能
加減速功能
● 切削進給:前加減速直線型、前加減速 S 型、后加減速直線型、后加減速指數(shù)型
● 快速移動:前加減速直線型、前加減速 S 型、后加減速直線型、后加減速指數(shù)型
● 系統(tǒng)具有前瞻功能,zui多可預(yù)讀 15 段 NC 程序,使小線段插補高速平滑,適于零件加工模具加工
● 加減速的起始速度、終止速度和加減速時間由參數(shù)設(shè)定
● 手動方式、手輪方式為后加減速控制,手輪方式可選擇即停方式或*運行方式。
● 快速定位可選擇直線或折線定位
主軸功能
● 2 路 0V ~ 10V 模擬電壓輸出,支持雙主軸控制
● 主軸編碼器:編碼器線數(shù)可設(shè)定(100 p/r ~ 5000p/r)
● 編碼器與主軸的傳動比:(1 ~ 255):(1 ~ 255)
● 主軸倍率:50% ~ 120% 共 8 級實時修調(diào)
● 主軸恒線速控制
● 攻絲循環(huán),剛性攻絲
*功能
● *長度補償
● 刀尖半徑補償(C 型)
精度補償
● 螺距誤差補償:補償點數(shù)、補償間隔、補償原點可設(shè)定
● 反向間隙補償:可設(shè)定以固定頻率或升降速方式補償機床的反向間隙量
PLC 功能
● 兩級 PLC 程序,處理速度為 1.5μs/ 步基本指令;zui多 4700 步 , 第 1 級程序周期 8ms
● 支持 PLC 警告和 PLC 報警
● 支持多 PLC 程序(zui多 20 個),當(dāng)前運行的 PLC 程序可選擇
● 指令數(shù):45 個(其中基本指令 10 個,功能指令 35 個)
● I/O 單元輸入 / 輸出:36/36
人機界面
● 7.0 英寸寬屏 LCD,分辨率為 800×480
● 中文、英文等多種語言顯示
● 二維*軌跡顯示
● 實時時鐘
操作管理
● 操作方式:編輯、自動、錄入、機床回零、手輪 / 單步、手動、DNC
● 多級操作權(quán)限管理
● 報警日志
程序編輯
● 程序容量:56MB、zui多可存儲 400 個程序(含子程序、宏程序)
● 編輯功能:程序 / 程序段 / 字檢索、修改、刪除、復(fù)制、粘貼
● 程序格式:ISO 代碼,支持語句式宏代碼編程,支持相對坐標(biāo)、坐標(biāo)、極坐標(biāo)編程
● 程序調(diào)用:支持帶參數(shù)的宏程序調(diào)用,4 級子程序嵌套
通信功能
● RS232:零件程序、參數(shù)等文件雙向傳輸,支持 PLC 程序、系統(tǒng)軟件串口升級
● USB:U 盤文件操作、U 盤文件直接加工,支持 PLC 程序、系統(tǒng)軟件 U 盤升級
● 支持串口 DNC 加工功能和 USB 在線加工功能
可靠性及安全功能
● 緊急停止
● 硬件行程限位
● 軟件行程檢查
● 數(shù)據(jù)備份與恢復(fù)
G 代碼表
代碼功能代碼功能
G00定位 ( 快速移動 )G51比例縮放
G01直線插補 ( 切削進給 )G53選擇機床坐標(biāo)系
G02圓弧插補 CW( 順時針 )G54選擇工件坐標(biāo)系 1
G03圓弧插補 CCW( 逆時針 )G55選擇工件坐標(biāo)系 2
G04暫停、準(zhǔn)停G56選擇工件坐標(biāo)系 3
G12存儲行程檢測功能接通G57選擇工件坐標(biāo)系 4
G13存儲行程檢測功能斷開G58選擇工件坐標(biāo)系 5
G15極坐標(biāo)指令取消G59選擇工件坐標(biāo)系 6
G16極坐標(biāo)指令G54.1-G54.50選擇附加工件坐標(biāo)系
G17XY 平面選擇G60單方向定位
G18ZX 平面選擇G61準(zhǔn)停方式
G19YZ 平面選擇G62自動拐角倍率
G20英制數(shù)據(jù)輸入G63攻絲方式
G21公制數(shù)據(jù)輸入G64切削方式
G22逆時針圓內(nèi)凹槽粗銑G65宏程序指令
G23順時針圓內(nèi)凹槽粗銑G68坐標(biāo)旋轉(zhuǎn)
G24逆時針方向全圓內(nèi)精銑循環(huán)G69坐標(biāo)旋轉(zhuǎn)取消
G25順時針方向全圓內(nèi)精銑循環(huán)G73高速深孔加工循環(huán)
G26逆時針外圓精銑循環(huán)G74左旋攻絲循環(huán)
G27返回參考點檢測G76精鏜循環(huán)
G28返回參考點G80固定循環(huán)取消
G29從參考點返回G81鉆孔循環(huán) ( 點鉆循環(huán) )
G30返回 2、3、4 參考點G82鉆孔循環(huán),锪鏜循環(huán)
G31跳轉(zhuǎn)功能G83排屑鉆孔循環(huán)
G32順時針外圓精銑循環(huán)G84右旋攻絲循環(huán)
G33逆時針矩形凹槽粗銑G85鏜孔循環(huán)
G34順時針矩形凹槽粗銑G86鏜孔循環(huán)
G35逆時針矩形凹槽內(nèi)精銑循環(huán)G87背鏜孔循環(huán)
G36順時針矩形凹槽內(nèi)精銑循環(huán)G88鏜孔循環(huán)
G37逆時針矩形外精銑循環(huán)G89鏜孔循環(huán)
G38順時針矩形外精銑循環(huán)G90值編程
G39拐角偏置圓弧插補G91增量值編程
G40*半徑補償取消G92浮動坐標(biāo)系設(shè)定
G41左側(cè)*半徑補償G94每分進給
G42右側(cè)*半徑補償G95每轉(zhuǎn)進給
G43正方向*長度補償G96恒周速控制(切削速度))
G44負(fù)方向*長度補償G97恒周速控制取消(切削速度)
G49*長度補償取消G98返回初始平面
G50比例縮放取消G99返回到 R 點平面
PLC 指令表
指令代碼功能指令代碼功能指令代碼功能
RD讀常開觸點SPE子程序結(jié)束DIFU上升沿檢測
RD.NOT讀常閉觸點SET置位DIFD下降沿檢測
WRT輸出線圈RST復(fù)位COMP二進制數(shù)比較
WRT.NOT輸出線圈取反JMPB標(biāo)號跳轉(zhuǎn)COIN*性比較
AND常開觸點串聯(lián)LBL標(biāo)號MOVN數(shù)據(jù)傳送
AND.NOT常閉觸點串聯(lián)TMR定時器MOVB一個字節(jié)的傳送
OR常開觸點并聯(lián)TMRB固定定時器MOVW二個字節(jié)的傳送
OR.NOT常閉觸點并聯(lián)TMRC任意地址定時器XMOV二進制變址數(shù)據(jù)傳送
OR.STK電路塊的并聯(lián)CTR二進制計數(shù)器DSCH二進制數(shù)據(jù)搜索
AND.STK電路塊的串聯(lián)DEC二進制譯碼ADD二進制加法
END1*級順序程序結(jié)束COD二進制代碼轉(zhuǎn)換SUB二進制減法
END2第二級順序程序結(jié)束COM公共線控制ANDF邏輯與
CALL調(diào)用子程序COME公共線控制結(jié)束ORF邏輯或
CALLU無條件調(diào)用子程序ROT二進制旋轉(zhuǎn)控制NOT邏輯非
SP子程序SFT寄存器移位EOR異或

 機床商務(wù)網(wǎng)
機床商務(wù)網(wǎng)