 機床商務網(wǎng)
機床商務網(wǎng)










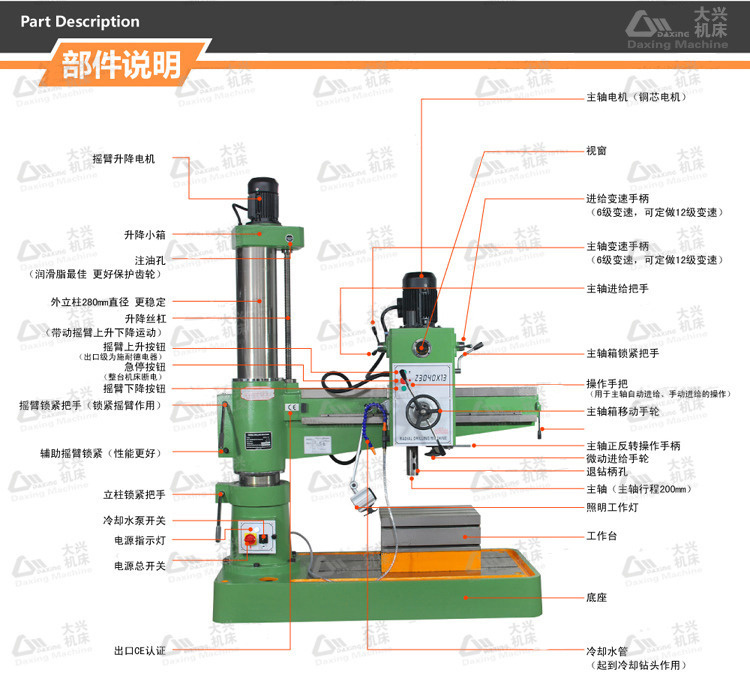
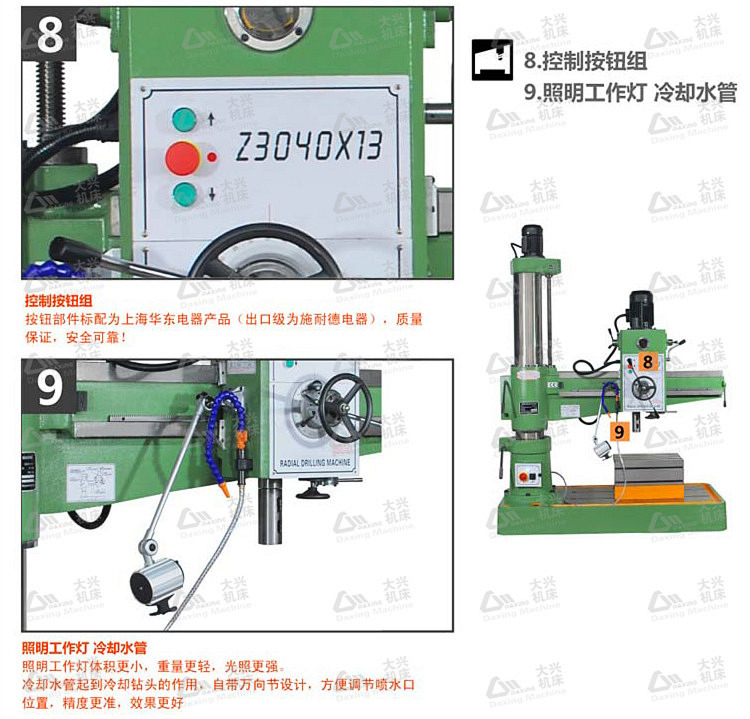
詳細介紹





主要技術參數(shù) | Z3040×13A |
鉆孔zui大直徑mm | 鑄鐵40鋼材32 |
主軸端面至工作臺距離mm | 260-1050 |
主軸中心距立柱母線距離mm | 360-1300 |
主軸行程mm | 200 |
主軸錐孔(莫氏) | 4 |
主軸轉速范圍r.p.m | 34/75/100/130/180/240/310/380/520/660/930/1200 |
主軸轉速級數(shù) | 12 |
主軸進給量范圍r.p.m | 0.10-0.25 |
主軸進給量級數(shù) | 3 |
搖臂回轉角度 | 360 |
主電機功率kw | 2.2 |
升降電機功率kw | 1.5 |
機床重量kg | 1800 |
外形尺寸mm | 1800×810×2300 |






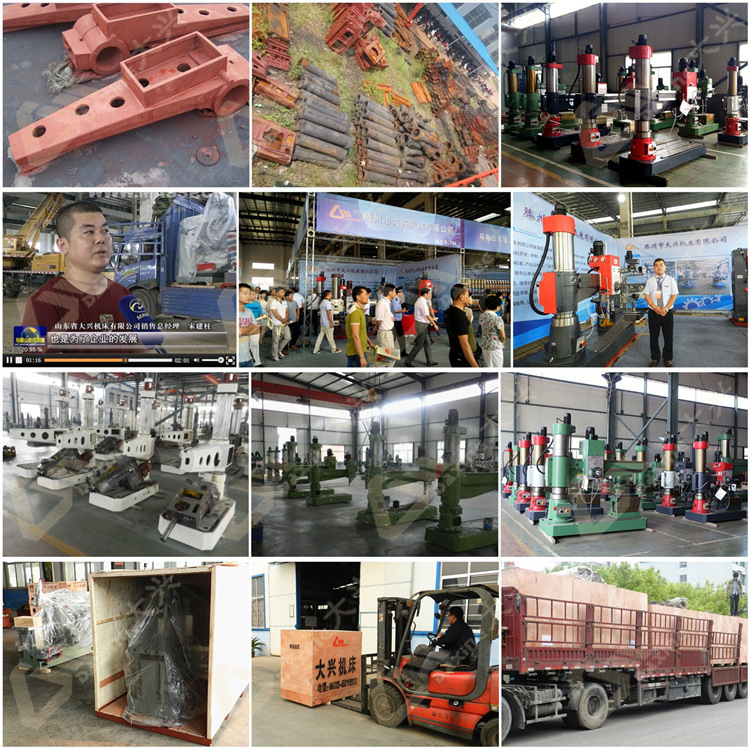

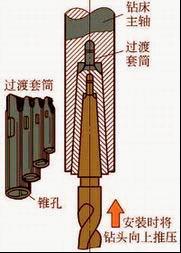
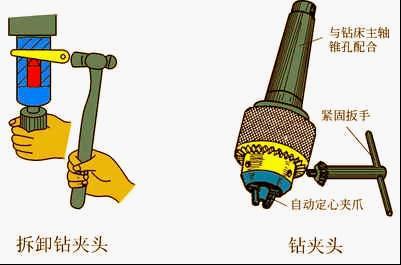
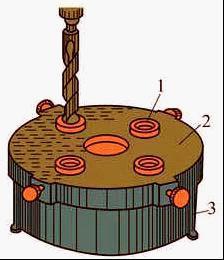
搖臂鉆床加工范圍廣,可用來鉆削大型工件的各種螺釘孔、螺紋底孔和油孔等。搖臂鉆床廠家詳細介紹鉆孔操作: 鉆頭的裝夾 鉆頭的裝夾方法,按其柄部的形狀不同而異。 錐柄鉆頭可以直接裝入鉆床主軸孔內(nèi),較小的鉆頭可用過渡套筒安裝(如圖所示);直柄鉆頭一般用鉆夾頭安裝。
鉆夾頭或過渡套筒的拆卸方法是將楔鐵帶圓弧的邊向上插入鉆床主軸側邊的錐形孔內(nèi),左手握住鉆夾頭,右手用錘子敲擊楔鐵卸下鉆夾頭
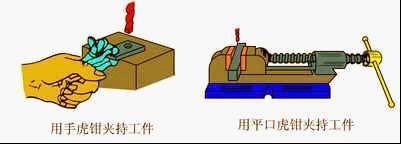
工件的夾持: 鉆孔中的安全事故,大都是由于工件的夾持方法不對造成的。因此,應注意工件的夾持。小件和薄壁零件鉆孔,要用手虎鉗夾持工件,中等零件,可用平口鉗夾緊(如圖所示)
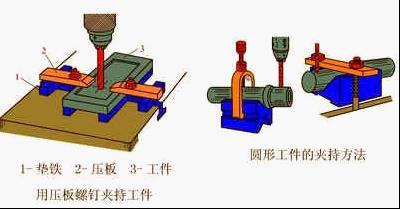
大型和其他不適合用虎鉗夾緊的工件,可直接用壓板螺釘固定在鉆床工作臺上,在圓軸或套筒上鉆孔,須把工件壓在V形鐵上鉆孔(如圖所示)
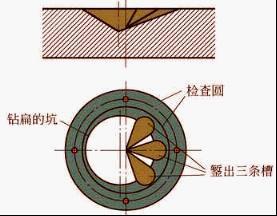
按劃線鉆孔: 鉆孔前應預先在孔中心處打樣沖眼,鉆孔時,先對準樣沖眼試鉆一淺坑,如有偏位,可用樣沖重新沖孔糾正,也可用鏨子鏨出幾條槽來糾正(如圖所示)
注意:鉆孔時,進給速度要均勻,將鉆通時,進給量要減小。鉆韌性材料要加切削液。鉆深孔(孔深L與直徑d之比大于5)時,鉆頭必須經(jīng)常退出排屑。





 機床商務網(wǎng)
機床商務網(wǎng)