

會(huì)員1.png)












浮動(dòng)鉸刀柄ER25 SV-FTER25-D20-C
浮動(dòng)鉸刀柄適用多種機(jī)床
車床、銑床、加工中心、鉆床、專機(jī)等。

在鉸孔加工中您是否被以下問題所困擾:
●孔的尺寸擴(kuò)大,尺寸達(dá)不到加工要求
●孔的中間大,兩頭小,圓柱度達(dá)不到要求
●內(nèi)孔表面粗糙度達(dá)不到要求
●鉸刀不耐用
●孔的直線性差
●大批量加工生產(chǎn)時(shí)難以保證孔徑尺寸的一致性
浮動(dòng)鉸刀柄 創(chuàng)新工藝
內(nèi)部的特殊結(jié)構(gòu)可使被夾持鉸刀中心能圍繞機(jī)床主軸中心
-------------------------------------------------------------------
◇ 能使所夾持鉸刀自動(dòng)找正被加工孔的中心,自動(dòng)調(diào)節(jié)主軸、保證鉸刀中心線與被加工孔的中心線平行。
◇ 機(jī)床主軸通過浮動(dòng)鉸刀柄,將力矩柔性地傳遞給旋轉(zhuǎn)的鉸刀。
-------------------------------------------------------------------
壽命更長(zhǎng)
主軸和被夾持鉸刀中心在設(shè)定的浮動(dòng)范圍內(nèi)與被加工件孔中心保持重合,鉸刀全部刀刃全程均勻,這使得鉸刀使用壽命可延長(zhǎng)
效率高
加工較深孔時(shí),在鉸刀不磨損的狀況下連續(xù)鉸削,被加工孔的圓度、圓柱度、粗糙度提高。提高了生產(chǎn)效率,減少了固定資產(chǎn)投入。

鉸刀在整個(gè)鉸孔加工過程中柔性、平穩(wěn)、均勻地完成鉸削任務(wù),使被鉸孔徑圓度、圓柱度、粗糙度提高
鉸孔工藝
縮減了換刀、對(duì)刀等工時(shí), 減小對(duì)機(jī)床精度高的要求,普通車床、鉆床等也能加工出精度高孔。
---------------------- 產(chǎn)品說明 ----------------------
浮動(dòng)鉸刀柄可調(diào)浮動(dòng)范圍:
徑向間隙RADIALSPIEL (max mm) |
1 |
浮動(dòng)鉸刀柄的使用方法:
1.定心套筒*旋緊時(shí),徑向鎖緊,無浮動(dòng)間隙。定心套筒盤面刻度每轉(zhuǎn)過一格,徑向浮動(dòng)距離增加0.05mm,徑向間隙為1mm。
2.刀柄內(nèi)部的結(jié)構(gòu)設(shè)計(jì)可實(shí)現(xiàn)鉸刀軸心線在軸向1°范圍內(nèi)自由浮動(dòng),自動(dòng)補(bǔ)償預(yù)加工孔中心與機(jī)床主軸之前存在的角度偏差。

鉸孔加工時(shí)可能存在大的偏差狀態(tài):
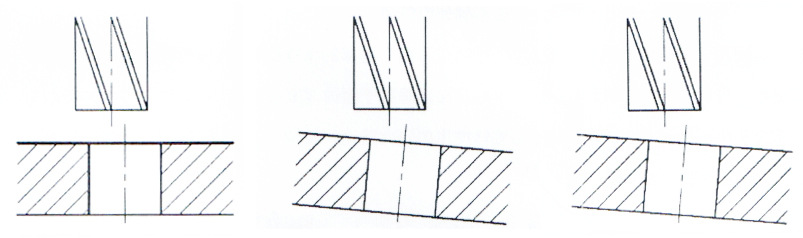
消除以上偏差的操作方法:
擰緊調(diào)整螺母。然后慢慢往回旋轉(zhuǎn)。
擰緊調(diào)整螺母時(shí),刀具軸心線無角度浮動(dòng)。調(diào)節(jié)調(diào)整螺母,刀具軸心線可在軸向1°范圍內(nèi)自由浮動(dòng)。
尺寸示意圖:
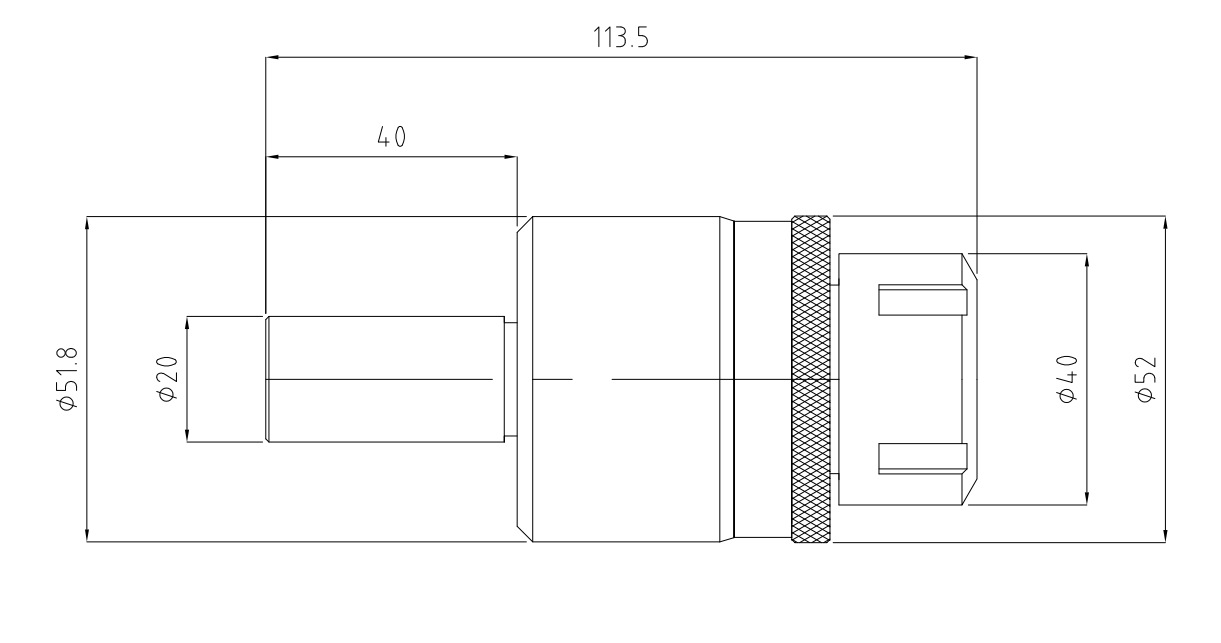
浮動(dòng)鉸刀柄ER25 SV-FTER25-D20-C


