 機床商務(wù)網(wǎng)
機床商務(wù)網(wǎng)

產(chǎn)品簡介
| 產(chǎn)地 | 國產(chǎn) | 動力類型 | 機械 |
|---|---|---|---|
| 工位 | 其他 | 加工材質(zhì) | 硬金屬,軟金屬,合金,鋼結(jié)構(gòu),塑料,纖維,木材,亞克力,橡膠,玻璃,陶瓷,其他 |
| 加工用途 | 鉆孔,擴孔,锪孔,鉸孔,攻螺紋,刮平面,修刮端面,攻絲,其他 | 結(jié)構(gòu)形式 | 機械型 |
| 控制形式 | 人工 | 數(shù)控系統(tǒng) | 無 |
 |
棗莊廣納機床有限公司 |
| 參考價 | 面議 |
更新時間:2017-09-21 15:01:44瀏覽次數(shù):443
聯(lián)系我們時請說明是機床商務(wù)網(wǎng)上看到的信息,謝謝!
聯(lián)系方式:王昌慧查看聯(lián)系方式
| 產(chǎn)地 | 國產(chǎn) | 動力類型 | 機械 |
|---|---|---|---|
| 工位 | 其他 | 加工材質(zhì) | 硬金屬,軟金屬,合金,鋼結(jié)構(gòu),塑料,纖維,木材,亞克力,橡膠,玻璃,陶瓷,其他 |
| 加工用途 | 鉆孔,擴孔,锪孔,鉸孔,攻螺紋,刮平面,修刮端面,攻絲,其他 | 結(jié)構(gòu)形式 | 機械型 |
| 控制形式 | 人工 | 數(shù)控系統(tǒng) | 無 |
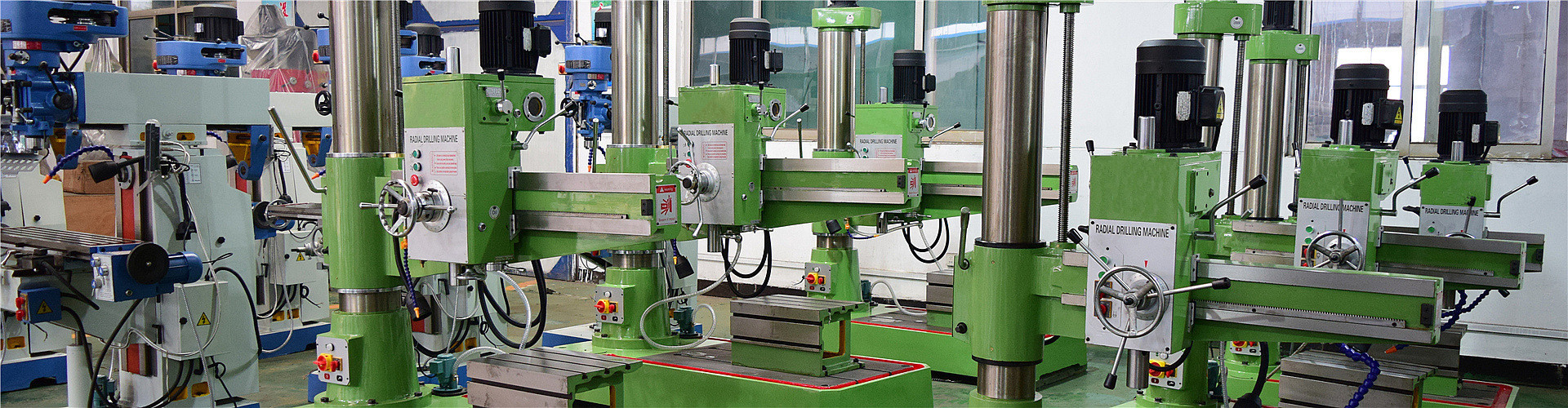
搖 臂 鉆 床
 全自動3050搖臂鉆床
全自動3050搖臂鉆床
1、齒輪箱自動供油系統(tǒng):搖臂鉆的設(shè)計原理就是立式齒輪,傳統(tǒng)的潤滑方式是利用齒輪轉(zhuǎn)速把潤滑油帶甩到上面齒輪潤滑,實踐證明這個方式?jīng)]有辦法把油甩到上面,上面的齒輪傳統(tǒng)方式都是干磨。客戶使用幾個月后發(fā)現(xiàn)噪音大,一年至兩年后要換上面的齒輪。
2、全自動3050搖臂鉆床采取潤滑自軸承進入,充分的潤滑軸承,自軸承下來后到齒輪,只要勤換油,不野蠻操作,軸承、齒輪沒有壞的理由。
3、公司在高效節(jié)能方面開發(fā)了節(jié)能高效電機,采用中國臺灣炮塔銑電機原理,把轉(zhuǎn)子高度降低,把粗度加大,增加電機的扭力,減小電機的功率,實驗證明,現(xiàn)在公司使用的電機比傳統(tǒng)電機每小時節(jié)能2度電。
4、節(jié)能電機每天按照12小時計算,12*2=24度 每天24度*365天=8760度,兩年省下一臺設(shè)備款。
5、銅芯電機正反轉(zhuǎn)高低速低轉(zhuǎn)速34轉(zhuǎn)可以直接攻絲。
6、立柱安全鎖緊,傳統(tǒng)一般都是立柱鎖緊不帶安全裝置,裝此設(shè)置要多2個交流接觸器。廣納鉆床產(chǎn)品帶安全自動保護裝置在工人忘記松鎖緊的情況下它可以自動斷電防止搖臂升降時拉傷立柱,把升降絲母滑絲。
7、主軸有行程開關(guān)保護系統(tǒng),在自動進給時,忘記松開自動進給會使主軸頂車,這個保護主軸不易被損壞。
8、自動泵油系統(tǒng):改變傳統(tǒng)的干磨,銅渦輪充分潤滑、耐磨。
9、超音頻淬火齒輪:耐磨、硬度高,淬火是要按照操作規(guī)程做的,不是用火燒燒就可以的,淬火、磨齒的工藝不要只是說,噪音是檢測齒輪質(zhì)量的大概。磨齒的噪音小,無雜音。反之噪音分貝在100分貝以上。全部齒輪使用數(shù)控蝸桿磨精度磨齒。
10、機床上使用的開關(guān)都是品牌開關(guān),交流接觸器采用有上海電器廠公司招標(biāo)直供。
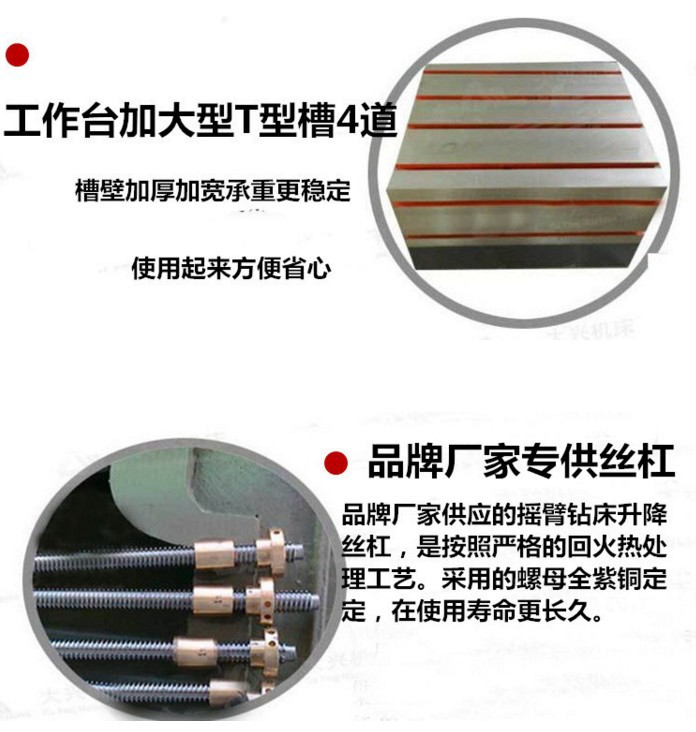
11、絲杠采用品牌廠家,品牌廠家不是直接用圓鋼車出來,而是嚴格按照工藝要求,回火熱處理等嚴格工藝要求,絲杠設(shè)備,使用外圓磨磨后光潔度高,使用壽命超過普通絲杠2倍。絲母采用銅絲母。價格是傳統(tǒng)絲杠的3倍。
12、廣納搖臂鉆嚴格按照生產(chǎn)工藝要求。先用千分表拉主軸箱平行度,在量搖臂擺動,之后量主軸箱的畫圓。等等 





主要技術(shù)參數(shù) | Z3050X16 |
鉆孔大直徑 | 50 |
主軸端面至工作臺距離 | 260-1150 |
主軸中心至立柱母線距離 | 360-1600 |
主軸行程 | 350 |
主軸錐孔 | 5 |
主軸轉(zhuǎn)速范圍 | 34、46、68、90、130、180、240、340、470、680、980、1300r/min |
主軸轉(zhuǎn)速級數(shù) | 12級 |
主軸進給量范圍 | 0.06、0.16、0.22、0.25、0.35、0.56 |
主軸進給量級數(shù) | 6級 |
搖臂回轉(zhuǎn)角度 | 360° |
主電機功率 | 4 |
升降電機功率 | 1.5 |
機床重量 | 2800kg |
外形尺寸 | 2200*900*2500 |
優(yōu)點(一般機械不具備的優(yōu)點)
1、搖臂滑道摩擦面加寬80mm左右,耐摩擦。隱形齒條
2、主軸大箱采用科學(xué)配種原理,使主軸箱左右移動輕巧靈活
3、檔位增多,便于打大小孔,隨意選擇轉(zhuǎn)速,并有低速方便攻絲
4、主軸進給安裝有打孔深度定位,是一般普通型搖臂鉆不具備的
5、主軸行程加長350mm,能打深孔
6、主機變速齒輪箱內(nèi)安裝有自動潤滑系統(tǒng),延長齒輪的研磨壽命,并有專業(yè)攻絲的返正轉(zhuǎn) 手柄
7、工作臺特制加大長670mm寬500mm,并且4道T型槽便于加工件
8、底座為了便于干大件活,增加有3道T型槽好壓工件

1.工作前對所用鉆床和工卡量進行全面檢查,確認無誤時方可工作。
2.嚴禁戴手套操作,女生發(fā)辮應(yīng)挽在帽子內(nèi)。
3.工件裝夾必須牢固可靠。鉆小件時,應(yīng)用工具夾持,不準用手拿著鉆。
4.使用自動走刀時,要選好進給速度,調(diào)整好行程限位塊。手動進刀時,一般按照逐漸增壓和逐漸減壓原則進行,以免用過猛造成事故。
5.調(diào)整鉆床速度、行程、裝夾工具和工件時,以及擦試機床時,要停車進行。
6.鉆頭上繞有長鐵屑時,要停車清除。禁止用風(fēng)吹、用手拉,要用刷子或鐵鉤清除。
7.精鉸深孔時,拔取圓器和銷棒,不可用力過猛,以免手撞在*上。
8.不準在旋轉(zhuǎn)的*下,翻轉(zhuǎn)、卡壓或測量工件。手不準觸摸旋轉(zhuǎn)的*。
9.使用搖臂鉆時,橫臂回轉(zhuǎn)范圍內(nèi)不準有障礙物。工作前,橫臂必須卡緊。
10.橫臂和工作臺上不準存放物件,被加工件必須按規(guī)定卡緊,以防工件移位造成重大人身傷害事故和設(shè)備事故。
11.工作結(jié)束時,將橫臂降到低位置,主軸箱靠近立柱,并且都要卡緊。





 機床商務(wù)網(wǎng)
機床商務(wù)網(wǎng)