 機床商務(wù)網(wǎng)
機床商務(wù)網(wǎng)


詳細介紹
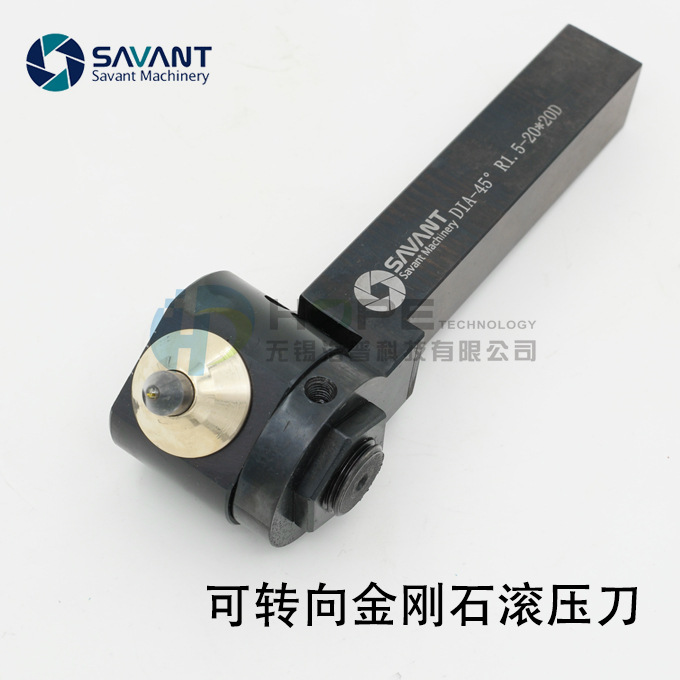
SAVANT賽萬特 金剛石外徑滾光刀外圓鏡面滾壓刀滾壓工具擠壓刀
SAVANT賽萬特 金剛石外徑滾光刀外圓鏡面滾壓刀滾壓工具擠壓刀
SAVANT賽萬特 金剛石外徑滾光刀外圓鏡面滾壓刀滾壓工具擠壓刀
:蔡 拍前詢價
鉆石系列滾光刀特點在于高效快速提高工件表面精度和鏡面效果,使工件公差在0.01毫米或更小的范圍中調(diào)整,即使工件硬度在HRC65也可以在幾秒之內(nèi)使表面達到高光鏡面要求,適用于各種軸類機械零件及模具行業(yè)。




一、鉆石滾光刀適用于多種零件結(jié)構(gòu):
滾光內(nèi)徑(內(nèi)孔)
滾光外圓(外徑)
滾光端平面
滾光圓錐面
滾光球形表面和曲面
滾光圓角和斜角
二、鉆石滾光原理:
在顯微鏡下工件在切削的過程中*刀尖會在表面殘留像臺階一樣的走刀痕跡,金剛石在彈簧力的作用下在工件表面上滑動過程中克服材料的屈服點,使材料表面產(chǎn)生塑性變形,強迫走刀痕跡的zui高點流入到zui低點,從而得到一個平整光滑的鏡面。材料在滾光的過程中由于塑性變形會產(chǎn)生硬化處理,從而提高工件表面的疲勞強度。要達到*擠光效果,工件的上一道切削工序表面光潔度應(yīng)約為RZ15um以內(nèi)。
三、使用金剛石滾光刀的優(yōu)點:
1)滾光后工件表面的光潔度達到Rz1.0微米以下的粗糙度
2)滾壓后改進了尺寸精度的控制~公差在0.01毫米或更小的范圍中調(diào)整
3)表面滾光后硬度增強~提高10%或更高
4)擠光后疲勞壽命提高300%或更高
5)滾光刀滾光取代了傳統(tǒng)的二次加工,比如打磨拋光 珩磨 研磨
6)滾光比研磨 珩磨操作更光潔環(huán)保,不產(chǎn)生切削碎料
7)滾光后的工件表面能減少摩擦,噪音水平降低,抗腐蝕防銹能力增強
8)滾光刀滾光后能消除*殘留痕跡和微小的表面缺陷
9)滾光刀滾光工藝與其他拋光鏡面工藝相比,具有生產(chǎn)效率更快,成本更低,拋光面更加平整,尺寸精度控制和終飾及加工硬化數(shù)秒完成
四、鉆石滾光刀壽命和互換性:
1)金剛石的加工有效長度8000-10000M,但具體根據(jù)工件情況而定,材料越硬壽命越短磨損越快。
2)金剛石組件及彈簧是賽萬特品牌的標準件,可更換;
3)刀柄系統(tǒng)在使用過程中損壞需單獨更換總成,可返回無錫浩普更換或維修。
五、鉆石外徑滾光刀:
加工位置 | 軸類外徑輪廓及端面 |
標準刀柄 | 方柄16,20,25mm |
六、規(guī)格型號:
刀柄型號 | H1616 | H2020 | H2525 |
金剛石型號 | VR2.0D5.5 | VR1.0D5.5 | VR0.5D5.5 |
七、使用參數(shù)(以下參數(shù)請根據(jù)實際加工中具體情況而定):
工件余量 | 0.01mm |
滾壓量 | 0.01-0.5mm(單邊) |
潤滑 | 乳化液或油;經(jīng)過過濾的潤滑劑(< 40 μm)可提高表 面質(zhì)量和*壽命 |
上道工序表面 | 表面粗糙度達到Rz15 μm以下 |
工件zui大硬度 | HRC65 |
切削速度 | 100m/min |
進給速度 | 0.05-0.2mm/rev |
八、加工前注意事項:
在開始試刀的時候,可降低切削速度進行測試,進給速度可以保持不變。在不利于滾壓的條件下進行加工,如高強度材料,或潤滑不足的情況下,應(yīng)降低切削速度。

如果您有任何關(guān)于鏡面滾壓工具方面的問題,可以隨時致電我們: ,我們將竭誠為您服務(wù)!
如您有任何關(guān)于鏡面滾壓刀方面的需求,也可直接訪問我們的店鋪!

:蔡
:-805
:3303263478
:clh@hope-tec.cn
:http://dj.hope-tec.com
地址:江蘇省無錫市廣瑞路555號寶錫大廈B座206室
---------------------------------------------------------------------------------------
SAVANT賽萬特 金剛石外徑滾光刀外圓鏡面滾壓刀滾壓工具擠壓刀
SAVANT賽萬特 金剛石外徑滾光刀外圓鏡面滾壓刀滾壓工具擠壓刀



 機床商務(wù)網(wǎng)
機床商務(wù)網(wǎng)