

無錫賽萬特 非標(biāo)生產(chǎn) 反刮刀 反锪孔
賽萬特偏心反刮刀要求機床有定向停止功能,否則不能使用。 還有套式反刮刀,舍棄式反刮刀。


偏心反刮鉆 背面成孔* 背鏜刀 反刮刀 背面沉孔刀 背面倒角刀
反刮刀可以解決您在加工反面的孔口平面和沉孔時所遇到的許多問題。如在汽車差殼器內(nèi)切削球形圓弧,反刮平面和割平面槽的組合等。
反刮刀是按照嚴(yán)重斷續(xù)切削的加工狀況,進行設(shè)計和制造的。反刮刀是由一個內(nèi)部的摩擦離合器正確驅(qū)動的,而不是離心力驅(qū)動。摩擦離合器保證了刀塊每次打開與閉合的準(zhǔn)確性及可靠性。當(dāng)*旋轉(zhuǎn)的時候,刀塊被緊緊地夾持并緊靠在*頭部的刀塊座內(nèi),確保了切削的平穩(wěn)性,沒有額外的震顫和刀刃頻繁的崩口和崩刃。
賽萬特 反刮刀 特點:
- 減少二次加工,增加微調(diào)機構(gòu),可加工更精準(zhǔn)的沉孔。
- 不用正反轉(zhuǎn),減少損壞幾率。
- 特殊設(shè)計本體剛性。
- 減少手工裝刀盤的繁瑣流程,一次進口加工成型。
- 接受所有規(guī)格定制,針對沉孔遠大于底孔情況,我們會選擇進口合金鋼或者加塞硬質(zhì)合金或者使用整體鎢基合金作為本體。
接受其他尺寸規(guī)格定制!
賽萬特反刮刀(反拉刀)加工步驟(如圖):
1、主軸
2、偏心
3、Z軸深入
4、恢復(fù)中心
5、正轉(zhuǎn)向上加工
6、主軸
7、偏心位移
8、向上脫離,完成加工
無錫賽萬特 非標(biāo)生產(chǎn) 反刮刀 反锪孔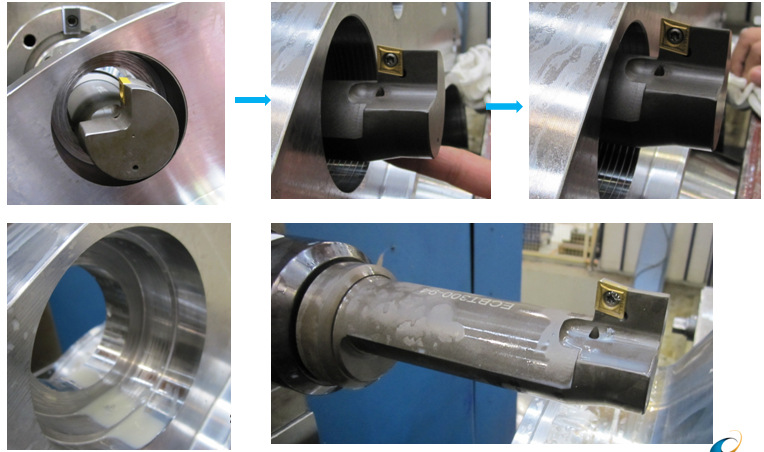
無錫賽萬特套式反刮刀加工步驟:
先將刀桿Z軸伸入;然后將刀盤輕松套入;旋轉(zhuǎn)刀盤卡主刀桿;正轉(zhuǎn)向上加工;退回取下刀盤;刀桿退出,完成加工。
無錫賽萬特套式反刮刀特點:
- 適合多種機床:加工中心、鏜銑床、搖臂鉆、臺鉆等
- 刀盤裝嵌方便,無需上螺絲固定,節(jié)省時間
- 刀片可設(shè)計成舍棄式。
以下是安裝刀片式,帶螺釘機構(gòu)反刮刀:優(yōu)點為安裝緊固,剛性足,刀片可更換、成本低。缺點為換刀耗時比較多。













































