控技術(shù)有限公司")
您現(xiàn)在的位置:機床商務(wù)網(wǎng)>新聞首頁>科技動態(tài)
小于150μm的微細加工 用什么方法高效可靠?
【機床商務(wù)網(wǎng)欄目 科技動態(tài)】新一代缸內(nèi)直噴技術(shù)是汽車發(fā)動機領(lǐng)域的主流技術(shù),它將燃油通過噴油器精準(zhǔn)地噴入氣缸內(nèi)并與進氣充分混合,發(fā)揮每一滴燃油的功效。
從下圖可以看到,噴油器上分布著微孔,微孔的直徑小于150微米。孔徑、表面粗糙度、位置、形狀等都會直接影響噴油器的性能,因此都有嚴(yán)苛的加工要求,同時為了達到成本效益,還要求每個微孔的加工時間控制在幾秒之內(nèi)。

那么問題來了,噴油器微孔的加工要求已遠遠超出傳統(tǒng)機械鉆孔技術(shù)的能力,用什么工藝來精確加工這些微孔呢?
一、傳統(tǒng)加工方法VS創(chuàng)新微孔加工技術(shù)
目前常見的噴油器微孔加工方法主要包括機械鉆孔、電火花加工、飛秒激光加工三種。
機械鉆孔成本高,由于鉆小孔的刀具價格昂貴,加工過程中易磨損且刀具有斷裂風(fēng)險,直接影響微孔加工的一致性和產(chǎn)品良率,且耗材成本高。
電火花加工雖然在尺寸上比機械鉆孔稍靈活,但加工效率較低,表面粗糙度不夠理想,尤其是加工表面會存在重熔層,同時我們還必須考慮到電極成本以及工藝的穩(wěn)定性。
而飛秒激光由于在加工過程中不產(chǎn)生熱量,加工出的微孔沒有重熔層、毛刺,可以獲得更清晰的銳邊和更優(yōu)異的表面質(zhì)量,從而延長噴嘴壽命。
以直徑150 μm,深度 0.5 mm 的孔為例,對比電火花加工和飛秒激光的加工結(jié)果:
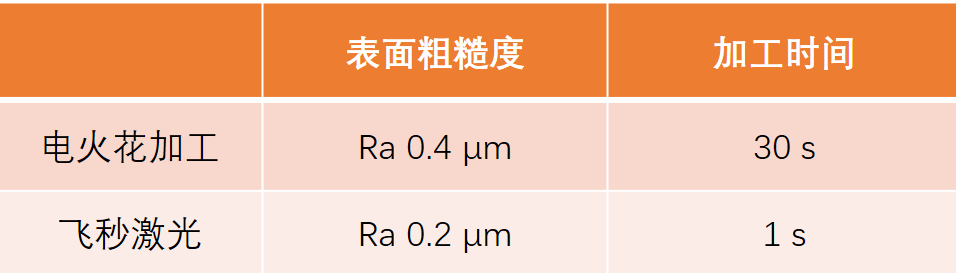
圖左為電火花加工微孔,圖右為飛秒激光加工微孔
值得一提的是,大家對于激光加工并不陌生。那么,飛秒激光與我們常聽到的納秒激光、皮秒激光有什么區(qū)別呢?
我們先來搞清楚時間單位換算:
1ms (毫秒)=0.001秒=10-3秒
1μs (微秒)=0.000001=10-6秒
1ns (納秒)=0.0000000001秒=10-9秒
1ps (皮秒)=0.0000000000001秒=10-12秒
1fs (飛秒)=0.000000000000001秒=10-15秒
搞清楚了時間單位,我們就知道了飛秒激光是一種極其超短脈沖的激光加工,所以只有它才能真正勝任高精密加工。
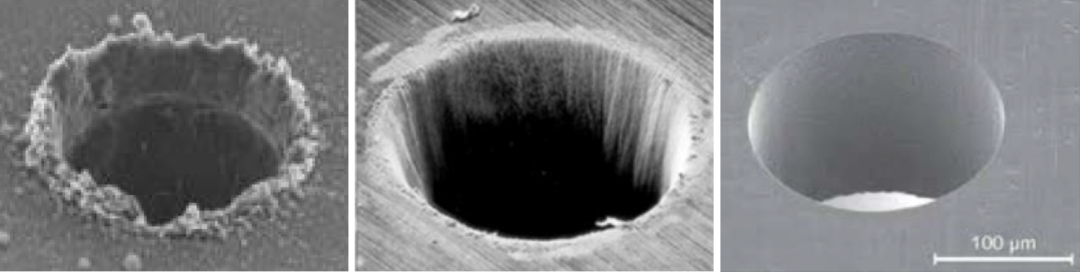
分別為納秒激光、皮秒激光、飛秒激光加工的微孔
現(xiàn)今,隨著國內(nèi)外汽車行業(yè)排放標(biāo)準(zhǔn)的逐步升級,對于噴油器廠商及其OEM的挑戰(zhàn)也越來越大,傳統(tǒng)加工的圓孔已經(jīng)無法滿足客戶的需求,生產(chǎn)商不斷尋求并開發(fā)特殊而新穎的噴孔形狀來試圖達到要求,飛秒激光加工的靈活性及優(yōu)勢就愈發(fā)明顯。

特殊而新穎的噴孔形狀
二、汽車行業(yè)噴油器微孔加工解決方案
GF加工方案旗下的子品牌Microlution開創(chuàng)了第一個工業(yè)級超快激光微加工平臺,只需簡單裝夾即可滿足對于單個噴油嘴上多個不同尺寸噴孔的需求。設(shè)計人員可以輕松改變各個孔的直徑來微調(diào)每個噴孔所產(chǎn)生的噴霧。擺脫了鉆孔和電火花加工等方法的工藝束縛,從而快速制作噴油器設(shè)計原型并測試新的燃燒方案。
頂級GDI噴油嘴廠商多年前就已經(jīng)開始采用GF加工方案的這一先進制造方案,并通過多次檢測證明通過此方案生產(chǎn)的噴油嘴流量誤差可以控制在1%以內(nèi)。相較其他加工技術(shù)流量誤差在3%以上,GF加工方案的飛秒激光技術(shù)所帶來的穩(wěn)定性優(yōu)勢尤為明顯。

GF加工方案五軸飛秒激光機 ML-5(左)、MLDS(右)
GF加工方案的明星機型——五軸飛秒激光機ML-5 正是在2011年特別為GDI噴嘴加工這個行業(yè)而研發(fā)的,該機型適合研發(fā)、小批量多品種生產(chǎn)。如今裝機已經(jīng)超過40臺。
MLDS 是GF加工方案在2014年研發(fā)成功的批量生產(chǎn)機型,微孔檢測+激光鉆噴孔或機械鉆盲孔+激光鉆噴孔是該機型的兩款衍生機型,滿足客戶的各種工藝需求,是專為GDI 大批量生產(chǎn)提供的全自動化的交鑰匙解決方案。
目前,這些超快激光微孔加工解決方案正在世界各地的工廠工作,協(xié)助汽車制造商生產(chǎn)出高效的噴油器,提高發(fā)動機性能,并滿足政府嚴(yán)格的排放要求。
三、應(yīng)對各行業(yè)的微細加工挑戰(zhàn)
不僅僅是汽車行業(yè)的噴油器微孔,微細小型化是當(dāng)下的一個明顯趨勢,迫使各行業(yè)的制造商去挑戰(zhàn)精密微細零件的生產(chǎn),并有效控制每個零件的生產(chǎn)成本。
1)工作空間的極致利用:航空航天應(yīng)用的理想選擇
高成本效益的發(fā)動機葉片和燃燒室內(nèi)襯的鉆孔和成型是 Microlution ML-10 的特長領(lǐng)域,該解決方案是根據(jù)航空航天業(yè)的需求而設(shè)計的。其占地面積小,可以大大降低每平方米的生產(chǎn)成本。該機床內(nèi)嵌光學(xué)相干斷層成像(OCT)系統(tǒng),允許非接觸式測量、穿透檢測/深度跟蹤、形狀分析和燒蝕實時監(jiān)測,眾多益處觸手可得。

2)簡化醫(yī)用管材切割的復(fù)雜加工過程
使用超快 MLTC 激光管材切割平臺可以消除大部分甚至所有的后續(xù)加工步驟。這一用于醫(yī)療設(shè)備行業(yè)及其他應(yīng)用的解決方案的特點是能夠以極高的精度快速精準(zhǔn)地加工金屬和聚合物管材。

3)實現(xiàn)優(yōu)異的邊緣和表面質(zhì)量以及筆直的側(cè)壁
創(chuàng)造獨特的形狀,如負錐度孔、變形孔(包括圓形入口和橢圓形出口)、星形圖案等。由于該解決方案采用五軸掃描測頭,可以加工出在機械設(shè)備上不可能實現(xiàn)的形狀。

如果您在進行微細零件加工時,希望獲得更多的靈活性和技術(shù)儲備,在降低成本的同時,希望用更快的加工速度獲得更好的表面質(zhì)量,那么GF加工方案的激光微細加工方案無疑是您的*。
(原標(biāo)題:小于150μm的微細加工 用什么方法高效可靠?)

- 凡本網(wǎng)注明“來源:機床商務(wù)網(wǎng)”的所有作品,均為浙江興旺寶明通網(wǎng)絡(luò)有限公司-機床商務(wù)網(wǎng)合法擁有版權(quán)或有權(quán)使用的作品。刊用本網(wǎng)站稿件,需經(jīng)書面授權(quán)。未經(jīng)本網(wǎng)授權(quán)不得轉(zhuǎn)載、摘編或利用其它方式使用上述作品。已經(jīng)本網(wǎng)授權(quán)使用作品的,應(yīng)在授權(quán)范圍內(nèi)使用,并注明“來源:機床商務(wù)網(wǎng)”。違反上述聲明者,本網(wǎng)將追究其相關(guān)法律責(zé)任。
- 本網(wǎng)轉(zhuǎn)載并注明自其它來源(非機床商務(wù)網(wǎng))的作品,目的在于傳遞更多信息,并不代表本網(wǎng)贊同其觀點或?qū)ζ湔鎸嵭载撠?zé),不承擔(dān)此類作品侵權(quán)行為的直接責(zé)任及連帶責(zé)任。其他媒體、網(wǎng)站或個人從本網(wǎng)轉(zhuǎn)載時,必須保留本網(wǎng)注明的作品第一來源,并自負版權(quán)等法律責(zé)任。
- 如涉及作品內(nèi)容、版權(quán)等問題,請在作品發(fā)表之日起30日內(nèi)與本網(wǎng)聯(lián)系,并提供真實、有效的書面證明。我們將在核實后做出妥善處理。
控機床有限公司")
拖鏈系統(tǒng)有限公司")

- 前三季度工業(yè)和信息化經(jīng)濟平穩(wěn)運行,高質(zhì)量發(fā)展取得新成效
- 2024年前三季度青島市經(jīng)濟運行情況:工業(yè)生產(chǎn)較快增長
- 聊城市軸承“產(chǎn)業(yè)大腦”獲評省級示范型“產(chǎn)業(yè)大腦”
- 2024年9月各地金屬切削機床產(chǎn)量統(tǒng)計

- 2025中國國際機電產(chǎn)品博覽會暨武漢國際工業(yè)博覽會
- 2025第25屆安徽國際工業(yè)母機產(chǎn)業(yè)鏈展覽會
- 2025Asiamold Select亞洲國際模具展
- 2025廣州國際軸承及專用制造裝備展
第14屆中國國際機床工具展覽會專題

- 機床商務(wù)網(wǎng)祝大家2020新年快樂!
- 2020年“立嘉杯-中國好機床”企業(yè)品牌評選活動
- 2019年第22屆青島國際機床展覽會會專題
- 第十六屆中國國際機床展覽會(CIMT2019)專題









我要評論
所有評論僅代表網(wǎng)友意見,與本站立場無關(guān)。