


 今日焦點(diǎn)
今日焦點(diǎn)
 往期回顧
往期回顧

2025MTM金屬世界博覽會(huì)·上海 MTM EXPO 2025
2025-01-09


 展會(huì)專題
展會(huì)專題 活動(dòng)專題
活動(dòng)專題 展會(huì)專題
展會(huì)專題 展會(huì)專題
展會(huì)專題 活動(dòng)專題
活動(dòng)專題 【機(jī)床商務(wù)網(wǎng)欄目 科技動(dòng)態(tài)】導(dǎo)讀:現(xiàn)今,金屬3D打印作為增材制造工藝的一個(gè)分支,因其具有簡(jiǎn)化裝配件、減少部件數(shù)、降低材料費(fèi)、實(shí)現(xiàn)輕量化等顯著特點(diǎn),正被陸續(xù)應(yīng)用于船舶、航空航天、汽車、醫(yī)療等行業(yè)中。
金屬3D打印案例應(yīng)用
現(xiàn)今,金屬3D打印作為增材制造工藝的一個(gè)分支,因其具有簡(jiǎn)化裝配件、減少部件數(shù)、降低材料費(fèi)、實(shí)現(xiàn)輕量化等顯著特點(diǎn),正被陸續(xù)應(yīng)用于船舶、航空航天、汽車、醫(yī)療等行業(yè)中。
1.船舶行業(yè)應(yīng)用
近期,美國(guó)海軍水面戰(zhàn)中心巴拿馬城分部(NSWC PCD)自德國(guó)購(gòu)入1臺(tái)金屬3D打印機(jī)EOS M290,進(jìn)行便攜式跑道墊和液壓元件等復(fù)雜金屬零部件的生產(chǎn)。EOS M290采用直接金屬激光燒接技術(shù)(DMLS),使用400W光纖激光器產(chǎn)生的激光束,在氮?dú)鈿夥毡Wo(hù)下,依據(jù)EOSCAD數(shù)據(jù),對(duì)超精細(xì)粉末金屬以層為單位進(jìn)行燒結(jié),直至打印出金屬零部件。EOS M290技術(shù)參數(shù),如下表所示。

1

2.航空航天應(yīng)用
德國(guó)航天中心借助3D Systems公司生產(chǎn)的第6款直接金屬3D打印機(jī)ProX DMP 320,使用激光束,在氬氣氣氛保護(hù)下,依據(jù)3D CAD數(shù)據(jù),對(duì)鎳鉻基超耐熱合金LaserFormNi718粉末逐層熔融,為小型衛(wèi)星液體火箭發(fā)動(dòng)機(jī)打印出重復(fù)使用的噴射器(見(jiàn)圖1a)。由此,將30多個(gè)零散部件整合為1個(gè)整體式部件,同時(shí)直接減重10%,發(fā)動(dòng)機(jī)混合燃燒效率顯著提高。

1a發(fā)動(dòng)機(jī)噴射器 1b發(fā)動(dòng)機(jī)渦輪泵 1c 溫度傳感器外殼
圖1 金屬3D打印在航空航天的應(yīng)用
此外,在美國(guó)宇航局以液態(tài)甲烷為燃料的火箭發(fā)動(dòng)機(jī)測(cè)試中,相比減材制造工藝所需零部件數(shù)減少45%的3D打印版渦輪泵(見(jiàn)圖1b)可產(chǎn)生600馬力(1馬力=0.735kW)的動(dòng)力,1min內(nèi)向發(fā)動(dòng)機(jī)的燃燒室提供600gal半低溫高壓液態(tài)甲烷,用以確保發(fā)動(dòng)機(jī)產(chǎn)生超過(guò)10250.83kg的推力。
在波音777裝用的GE90-94B噴氣發(fā)動(dòng)機(jī)中,T25壓縮機(jī)入口溫度傳感器的外殼(見(jiàn)圖1c)采用3D打印增材制造工藝,對(duì)鈷鉻合金的微細(xì)粉末進(jìn)行逐層熔融而成,既輕量又堅(jiān)固。在國(guó)產(chǎn)干線民用大飛機(jī)C919上,不僅裝用了自主產(chǎn)權(quán)的3D打印版鈦合金中央翼緣條(見(jiàn)圖2左),還在登機(jī)門、服務(wù)門及前后貨艙門等處裝載了23項(xiàng)3D打印版鈦合金零部件(見(jiàn)圖2右),使艙門件的生產(chǎn)由傳統(tǒng)鑄造工藝升級(jí)為直接金屬增材制造,并解決了鈦合金大型薄壁件的常見(jiàn)應(yīng)力開(kāi)裂和型面變形等問(wèn)題。

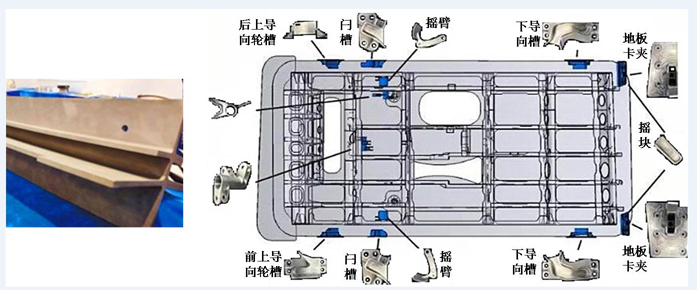
圖2 金屬3D打印在國(guó)產(chǎn)飛機(jī)C919上應(yīng)用
3.汽車制造應(yīng)用
在汽車制造業(yè)內(nèi),金屬3D打印不僅被用于輪胎模具的制造,還用來(lái)加工特殊齒輪旋鈕、鑰匙鏈及尾門刻字等零部件。
米其林集團(tuán)采用法孚集團(tuán)研發(fā)的Fives 5軸激光中心(圖3左),進(jìn)行MICHELIN CrossClimate+輪胎模具的3D打印,用以獲得全深度3D溝槽、自鎖定溝槽和V形胎面花紋,從而使子午線橡膠輪胎具有冬季雨雪路面持續(xù)移動(dòng)、夏季干燥路面有效制動(dòng)及磨損胎面新溝槽持續(xù)牽引等優(yōu)勢(shì)。這也為山東豪邁、廣東巨輪等輪胎模具制造企業(yè)提供了3D打印實(shí)際案例和前沿經(jīng)驗(yàn)。Fives 5軸激光中心及輪胎模具如圖3所示。
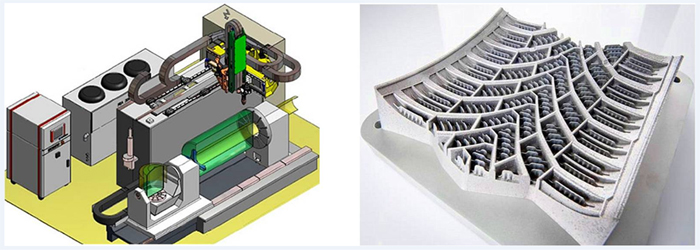
圖3
吉?jiǎng)P恩等公司采用惠普提供的3D打印工藝HP Metal Jet——三維黏合劑噴射成形,為大眾汽車配套生產(chǎn)了換擋桿、個(gè)性化定制版鑰匙鏈、發(fā)動(dòng)機(jī)指形從動(dòng)滾輪、格子支撐式輕量化齒輪等金屬型零部件(見(jiàn)圖4)。


圖4 惠普3D打印的汽車用金屬制品
HP Metal Jet是在粉末床上雙向鋪設(shè)薄薄的一層微細(xì)金屬后,熱噴墨打印噴頭透過(guò)該層并噴射黏合劑——水基聚合物液體劑,黏合劑經(jīng)毛細(xì)作用力浸入金屬粉末(0.5-20μm)間隙呈均勻分布,并在高溫輻照下將粉末顆粒熔合在一起成為固體塊,同時(shí)溶劑部分揮發(fā),逐層打印,直至結(jié)束,取出零件并進(jìn)爐燒結(jié)。HP Metal Jet提供了4倍冗余噴嘴和2倍打印桿,使打印零件的致密度達(dá)到93%,生產(chǎn)效率大幅提高,黏合劑用量明顯減少。HP Metal Jet工藝過(guò)程如圖5所示。

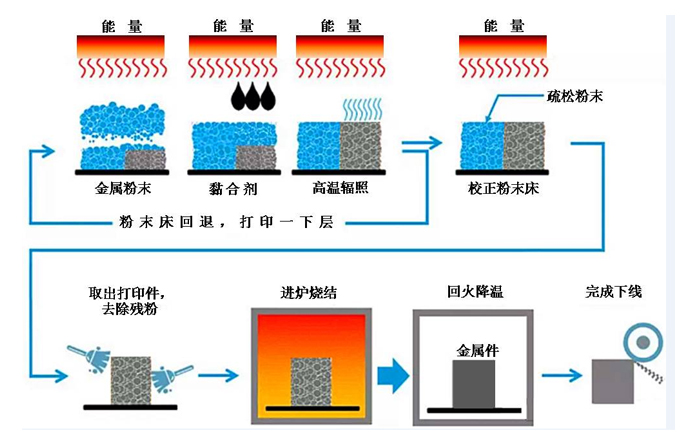
圖5 HP Metal Jet工藝過(guò)程
金屬3D打印發(fā)展對(duì)策
針對(duì)當(dāng)前的金屬3D打印技術(shù),如噴墨沉積成形(NPJ)、激光粉末燒結(jié)成形(DMLS、SLS)、激光粉末熔覆成形(SLM)、激光近凈成形(LENS)、電子束熔化技術(shù)(EBM),均離不開(kāi)適合金屬材料的及時(shí)供應(yīng)、工業(yè)化大功率能量的提供、優(yōu)異機(jī)械耦合性能的匹配、高速運(yùn)算批處理系統(tǒng)應(yīng)用、傳輸速率網(wǎng)絡(luò)的搭配、成形零件后處理工藝輔助、高水平設(shè)計(jì)應(yīng)用人員配置等。唯有這樣,金屬3D打印才能從大投入高層面的單機(jī)應(yīng)用迅速走向低成本大眾化的規(guī)模集成。
1.適合金屬材料的及時(shí)供應(yīng)
適合形態(tài)的金屬材料是金屬3D打印必需的工作介質(zhì),類似于液壓(氣壓)裝置離不開(kāi)液壓油(壓縮氣)。3D打印的金屬材料既有絕大多數(shù)的粉末顆粒狀,也有極少數(shù)的納米液態(tài)狀。這些基于鋁、鋼、鎳等不同成分的金屬材料的供應(yīng)流速、加熱溫度、黏合劑添加量、所需激光/電子束能量大小、鋪粉速度、堆積層厚等數(shù)據(jù),均以工藝參數(shù)包的形式納入到各3D打印裝備的隨機(jī)材料數(shù)據(jù)庫(kù)內(nèi),由用戶根據(jù)所需個(gè)性化產(chǎn)品的佳剖面性能(如機(jī)械強(qiáng)度、沖擊強(qiáng)度、熱穩(wěn)定性、尺寸穩(wěn)定性和生物相容性等)進(jìn)行選用和微調(diào)。也就是說(shuō),金屬3D打印只有做到工作介質(zhì)、打印裝備、工藝參數(shù)的一致協(xié)調(diào),用戶才能獲得較高工業(yè)標(biāo)準(zhǔn)的創(chuàng)新零件。
2.工業(yè)化大功率能量的提供
在金屬3D打印中,粉末顆粒至懸浮液/漿料的形態(tài)轉(zhuǎn)變、層間黏合劑的高溫?fù)]發(fā)及EBM造型臺(tái)的整體預(yù)熱,均離不開(kāi)工業(yè)化大功率能量的提供。除EBM采用電子束(見(jiàn)圖6a)作為能量源外,其他3D打印技術(shù)多用光纖激光器(見(jiàn)圖6b)作為能量源。


6a 電子束 6b 掃描熔化用激光器 6c 粉末熔覆用激光器
圖6 金屬3D打印所需的能量源
能量源的功率高低制約著金屬3D打印的堆積/熔覆效率,能量源的功率因數(shù)大小關(guān)系著電能的有效利用,能量源的工況適應(yīng)性影響著了增材制造的發(fā)揮。因此,為金屬3D打印裝備選配具有較寬功率范圍、極高電光轉(zhuǎn)換效率、穩(wěn)定性、光束質(zhì)量、穩(wěn)定光束指向、工作波長(zhǎng)范圍廣等特點(diǎn)的光纖激光器是非常有必要的。用于增材制造的國(guó)外激光器主要有相干(COHERENT)公司的Monaco激光器,通快(TRUMPF)公司的TruFibe激光器,IPG公司制造的摻鐿、摻鉺、摻銩和拉曼連續(xù)激光器等。
3.優(yōu)異機(jī)械耦合性能的匹配
在激光金屬堆積應(yīng)用中,包含TruPrint 3000(見(jiàn)圖7)在內(nèi)的各款3D打印機(jī)既離不開(kāi)可快速切換的成形缸和除粉缸,也離不開(kāi)高速處理的粉末刮粉和激光照射;既離不開(kāi)工作臺(tái)200-300℃的預(yù)熱,也離不開(kāi)光纖激光器的抓持;既離不開(kāi)堆積中煙塵的處理,也離不開(kāi)運(yùn)行中狀態(tài)/性能/流程的監(jiān)測(cè)。


圖7 TruPrint 3000打印機(jī)
在激光金屬熔覆應(yīng)用中,包含TruLaser Cell 3000在內(nèi)的多軸激光加工機(jī)床既離不開(kāi)激光加工頭的快換以轉(zhuǎn)變機(jī)床工藝——熔覆、焊接或切割,也離不開(kāi)高動(dòng)態(tài)運(yùn)動(dòng)單元的配置以快速定位;既離不開(kāi)高度測(cè)量系統(tǒng)的使用以進(jìn)行位置閉環(huán)控制,也離不開(kāi)雙工作臺(tái)的交換,讓生產(chǎn)與裝載同時(shí)進(jìn)行等。
基于上述眾多零部件的協(xié)作配合,激光金屬堆積/熔覆設(shè)備必須具備優(yōu)異的機(jī)械耦合性能和動(dòng)態(tài)響應(yīng)特性,方可保證增材制造產(chǎn)品的成形質(zhì)量、建造效率和生產(chǎn)成本。相應(yīng)措施有:經(jīng)直線電動(dòng)機(jī)縮短進(jìn)給傳動(dòng)鏈、作第1測(cè)量系統(tǒng)的內(nèi)裝型編碼器測(cè)量速度和識(shí)別轉(zhuǎn)子位置,以及作第2測(cè)量系統(tǒng)的直線光柵尺檢測(cè)工作臺(tái)的位移等。
4.高速運(yùn)算批處理系統(tǒng)應(yīng)用
在金屬3D打印中,具備高速運(yùn)算和批處理性能的數(shù)控系統(tǒng)是必不可少的。作為神經(jīng)中樞,不但控制著激光堆積/熔覆的工藝路徑,而且聯(lián)動(dòng)著工作臺(tái)的平移/旋轉(zhuǎn),還協(xié)同著粉末鋪設(shè)、層間刮粉、操作門開(kāi)/閉、冷卻水通/斷等輔助動(dòng)作。它的聯(lián)動(dòng)軸數(shù)決定著3D打印產(chǎn)品的空間復(fù)雜性,擴(kuò)展軸數(shù)制約著3D打印裝備的智能化程度。
為此,有必要配置高性能極快運(yùn)算速度的32位甚至64位多核微處理器(CPU),高穩(wěn)定性、低延遲可糾錯(cuò)的大容量?jī)?nèi)存,及高位寬、大容量、快響應(yīng)的顯存等,如FANUC 31i、SINUMERIK840Dsl、MITSUBISHI M800、TNC 640、HNC-848及GSK 980MDi等數(shù)控系統(tǒng)。
5.傳輸速率網(wǎng)絡(luò)的搭配
隨著金屬3D打印的工業(yè)化推進(jìn),更多的機(jī)床、復(fù)雜的造形、可控的粉末、快換的工裝、可視的狀態(tài)、集束的激光等模塊化組件,通過(guò)低延遲多節(jié)點(diǎn)的互聯(lián)網(wǎng)絡(luò),不斷地集成進(jìn)生產(chǎn)流程內(nèi)。物料供應(yīng)、設(shè)備運(yùn)行、能量利用、造形質(zhì)量、財(cái)務(wù)報(bào)表、生產(chǎn)控制、訂單管理、售后反饋等眾多數(shù)據(jù),都可在傳輸速率的以太網(wǎng)絡(luò)輔助下,實(shí)時(shí)圖形化顯示在可視化終端上,以備用戶及時(shí)反應(yīng)并優(yōu)化調(diào)整。網(wǎng)絡(luò)化措施有引入5G網(wǎng)絡(luò),建設(shè)云平臺(tái),成立數(shù)據(jù)部門——規(guī)章建制,給定數(shù)據(jù)規(guī)范——命名、編碼及安全等,劃分?jǐn)?shù)據(jù)層級(jí)——在設(shè)備端、公司層或云平臺(tái)處理,優(yōu)化數(shù)據(jù)流程等。金屬3D打印網(wǎng)絡(luò)化拓?fù)淙鐖D8所示。


圖8 金屬3D打印網(wǎng)絡(luò)化拓?fù)?br />
6.成形零件后處理工藝輔助
在金屬3D打印中,建造完的零件會(huì)存在諸多缺陷,既有間隙缺陷和材料自身的物理性能缺陷,也有內(nèi)應(yīng)力大、硬度不夠、可塑性低等實(shí)際性能問(wèn)題。只有輔助相應(yīng)的后處理工藝來(lái)解決零件缺陷,才能使其滿足應(yīng)用要求。
常見(jiàn)的后處理工藝有清除多余粉末——氣吹或清洗等,去除打印支撐,底板上切割掉打印件,熱處理去內(nèi)應(yīng)力,表面拋光——拋光機(jī)、液體電解質(zhì)拋光或干式電解拋光等,精細(xì)加工——減材切削的常規(guī)手段等。這些工藝需要與3D打印的金屬材料、打印技術(shù)及零件形狀相匹配,有時(shí)僅采用一種工藝,有時(shí)會(huì)采用多種不同的工藝。無(wú)論哪種后處理工藝,在3D打印的規(guī)模集成化階段,都應(yīng)考慮進(jìn)批量化、自動(dòng)化、數(shù)字化和信息化的發(fā)展要求。
7.高水平設(shè)計(jì)應(yīng)用人員配置
智能工廠并不是無(wú)人工廠,它實(shí)際是機(jī)器、自動(dòng)化裝置、控制軟件和設(shè)計(jì)/應(yīng)用人員進(jìn)行協(xié)作的一個(gè)網(wǎng)絡(luò)化運(yùn)行空間。隨著個(gè)性化定制需求的規(guī)模擴(kuò)大,所需零件的造形愈來(lái)愈復(fù)雜多變,但零件的批次數(shù)量會(huì)持續(xù)降低至單件。這就迫切需求大量的設(shè)計(jì)人員在CAD/CAE平臺(tái)進(jìn)行零件的3D造形,需求應(yīng)用人員根據(jù)CAD數(shù)據(jù)網(wǎng)絡(luò)操作打印機(jī),需求維護(hù)人員隨時(shí)處理工廠運(yùn)行中的突發(fā)問(wèn)題。也就是說(shuō),高水平的運(yùn)維隊(duì)伍是未來(lái)單件批次性工廠內(nèi)創(chuàng)造效益的重要因素,是持續(xù)減少間接流程(即加工時(shí)間1h的零件需要4h的間接工作)的直接要因。
(原標(biāo)題:WMEM|金屬3D打印從單機(jī)應(yīng)用到規(guī)模集成)





所有評(píng)論僅代表網(wǎng)友意見(jiàn),與本站立場(chǎng)無(wú)關(guān)。