


 今日焦點(diǎn)
今日焦點(diǎn)
 往期回顧
往期回顧

2025MTM金屬世界博覽會(huì)·上海 MTM EXPO 2025
2025-01-09


 展會(huì)專題
展會(huì)專題 活動(dòng)專題
活動(dòng)專題 展會(huì)專題
展會(huì)專題 展會(huì)專題
展會(huì)專題 活動(dòng)專題
活動(dòng)專題 一、鈑金行業(yè)折彎工藝現(xiàn)狀分析
在鈑金行業(yè),大多數(shù)企業(yè)目前還從事著傳統(tǒng)的折彎工藝。在生產(chǎn)過(guò)程中,由于產(chǎn)品多品種、多規(guī)格、小批量,仍然需要多臺(tái)折彎?rùn)C(jī)和大量的技術(shù)熟練、經(jīng)驗(yàn)豐富的鈑金折彎操作工來(lái)完成工件折彎。但是在實(shí)際工作中存在著如下問(wèn)題:一是由于操作工長(zhǎng)時(shí)間工作,耐力沒(méi)有持續(xù)性而導(dǎo)致每次放置的工件高低位置不一致;二是操作工不會(huì)像機(jī)器人一樣保持穩(wěn)定性工作,因此折彎工件因受人工影響,尺寸和折彎精度得不到保證,導(dǎo)致成品質(zhì)量差;三是面對(duì)大工件一般需要3-4個(gè)操作工來(lái)完成搬運(yùn)和操作,而招工難、成本高是企業(yè)的困境;四是操作者工作安全性差,抬著工件干活存在較大的安全隱患,容易發(fā)生工傷事故。
現(xiàn)在,鈑金設(shè)備折彎?rùn)C(jī)的制造和精度比過(guò)去雖然有了很大提高,但與目前對(duì)智能制造的相關(guān)要求還存在著較大差距,在“智能化生產(chǎn)、個(gè)性化定制、服務(wù)化延伸和網(wǎng)絡(luò)化協(xié)同”等方面還需要鈑金設(shè)備制造細(xì)分領(lǐng)域和需方的共同創(chuàng)新開拓,這種創(chuàng)新開拓和推廣應(yīng)用就是生產(chǎn)力的又一次提高和解放。
二、鈑金行業(yè)傳統(tǒng)折彎需要解決的問(wèn)題
鈑金行業(yè)傳統(tǒng)折彎需要解決如下問(wèn)題:(1)不能實(shí)現(xiàn)多品種、小批量、快速切換;(2)鈑金行業(yè)高精度工件折彎加工精度低,質(zhì)量不穩(wěn)定;(3)鈑金折彎操作工稀缺,工人勞動(dòng)強(qiáng)度大;(4)人員成本,安全隱患,工藝布局,管理運(yùn)營(yíng)。
以上問(wèn)題可通過(guò)選用一套智能化機(jī)器人折彎單元(見圖1)來(lái)解決,這套單元包含:數(shù)控折彎?rùn)C(jī)、德國(guó)KUKA6軸機(jī)器人及第七軸導(dǎo)軌、上料工位、磁性板料分離裝置、預(yù)對(duì)位定位工作臺(tái)、板料翻轉(zhuǎn)機(jī)構(gòu)、上料抓手、成品堆垛、模具庫(kù)、離線編程軟件、參數(shù)化編程軟件和二次開發(fā)的折彎軟件以及延伸服務(wù)等。

圖1 機(jī)器人折彎單元
三、機(jī)器人折彎單元技術(shù)特點(diǎn)
1.設(shè)計(jì)研發(fā)
設(shè)計(jì)研發(fā)注重用戶個(gè)性化需求和定制化的特點(diǎn),以客戶的需求和目標(biāo)為要?jiǎng)?wù),在每個(gè)技術(shù)方案的制定中與客戶進(jìn)行詳細(xì)的技術(shù)交流;二是對(duì)客戶提供的工件加工圖紙進(jìn)行計(jì)算機(jī)模擬分析;三是對(duì)客戶的典型工件進(jìn)行現(xiàn)場(chǎng)打樣試驗(yàn);四是對(duì)客戶的工件進(jìn)行分類分析和數(shù)據(jù)處理。在確認(rèn)上述程序性工作完成后,再進(jìn)行技術(shù)方案的制定,在技術(shù)方案和方案圖得到客戶認(rèn)可后就進(jìn)行全面設(shè)計(jì)。
LAG葛世機(jī)器人折彎單元(見圖2、圖3)在設(shè)計(jì)上采用先進(jìn)的三維設(shè)計(jì),在材料、結(jié)構(gòu)、傳感器、實(shí)時(shí)補(bǔ)償、隨動(dòng)、激光角度測(cè)量、自動(dòng)換模、自動(dòng)換抓手、軟件及控制、參數(shù)化編程、離線編程、生產(chǎn)管理軟件和總線控制技術(shù)方面全部采用和選用品牌軟硬件。折彎?rùn)C(jī)機(jī)身設(shè)計(jì)方面采用了目前世界上較先進(jìn)的設(shè)計(jì)軟件和設(shè)計(jì)方法進(jìn)行結(jié)構(gòu)力學(xué)分析,憑借多年的設(shè)計(jì)經(jīng)驗(yàn)和對(duì)折彎?rùn)C(jī)框架結(jié)構(gòu)特征的了解,對(duì)各受力點(diǎn)進(jìn)行有限元分析,實(shí)現(xiàn)了對(duì)折彎?rùn)C(jī)的側(cè)肩、上橫梁、下梁及下橫梁各結(jié)構(gòu)點(diǎn)的力學(xué)分析,充分保證了機(jī)床設(shè)計(jì)的合理性、可靠性和穩(wěn)定性。
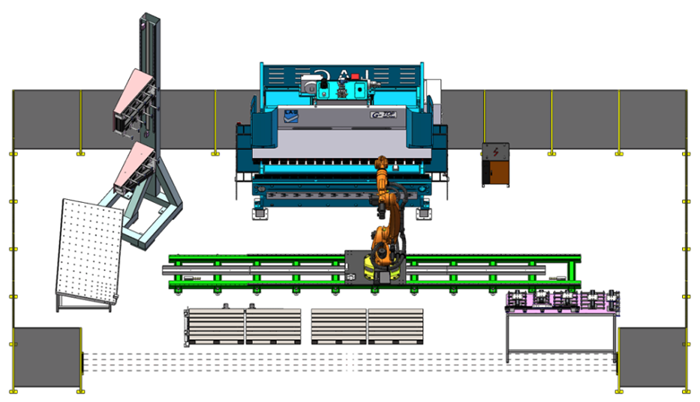
圖2 機(jī)器人折彎單元三維設(shè)計(jì)-單機(jī)
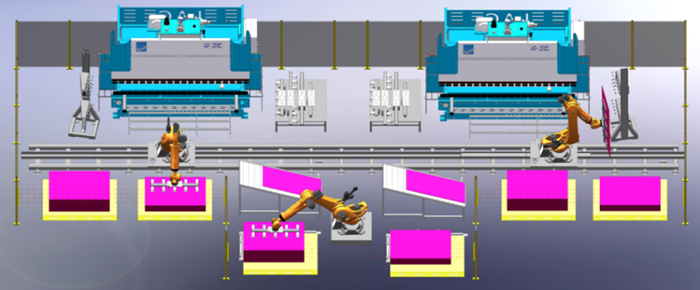
圖3 機(jī)器人折彎單元三維設(shè)計(jì)-雙機(jī)
機(jī)器人折彎單元的設(shè)計(jì)旨在用新的技術(shù)(軟件、硬件),實(shí)現(xiàn)智能化產(chǎn)品概念,以便在生產(chǎn)過(guò)程中進(jìn)行實(shí)時(shí)數(shù)據(jù)交換、實(shí)時(shí)補(bǔ)償和折彎跟蹤隨動(dòng)。主要解決的問(wèn)題及獲得的效果是:
(1)解決了鈑金定制化生產(chǎn)的工藝難題,解決了如電梯行業(yè)的多產(chǎn)品、小批量(5-10件)、多品種零件的快速切換生產(chǎn)問(wèn)題。(2)解決了產(chǎn)品質(zhì)量不穩(wěn)定、制件精度低、產(chǎn)品一致性差的問(wèn)題。(3)解決了生產(chǎn)效率低,生產(chǎn)布局及工藝路線不合理的問(wèn)題。(4)解決了招工難、人力成本高、人工折彎勞動(dòng)強(qiáng)度大的問(wèn)題。(5)提高了折彎精度及自動(dòng)化程度,提高了企業(yè)智能制造的能力,提升了客戶參觀的視覺(jué)效果。
2.獨(dú)特的機(jī)架結(jié)構(gòu)
傳統(tǒng)折彎?rùn)C(jī)一般采用焊接式機(jī)架,包括左右立柱、下橫梁(工作臺(tái))、油箱和支撐方梁采用整體焊接結(jié)構(gòu)。LAG葛世機(jī)器人折彎單元中的折彎?rùn)C(jī)機(jī)架(見圖4)沒(méi)有采用焊接機(jī)架結(jié)構(gòu),而是采用的機(jī)架鉚接技術(shù),下橫梁(工作臺(tái))與立柱之間采用高強(qiáng)度鋼螺栓緊固連接,這種柔性連結(jié)充分保證了機(jī)身在高強(qiáng)度載荷情況下,能極大程度地降低機(jī)架應(yīng)力變形,保持機(jī)床精度的長(zhǎng)久穩(wěn)定性。
其結(jié)構(gòu)特點(diǎn):(1)確保了機(jī)器無(wú)焊接應(yīng)力變形;(2)提高了機(jī)器裝配精度;(3)提高了機(jī)器使用壽命;(4)大幅提高了液壓補(bǔ)償精度。
圖4 機(jī)架鉚接技術(shù)
3.傳感器技術(shù)(精密電位計(jì))應(yīng)用
為了保證高精度的鈑金折彎,在折彎?rùn)C(jī)的上橫梁(滑塊)和下橫梁(工作臺(tái))安裝了傳感器(見圖5),在工作狀態(tài)時(shí),將上、下橫梁的變形量實(shí)時(shí)準(zhǔn)確地反饋到數(shù)控系統(tǒng)(PC),數(shù)控系統(tǒng)經(jīng)過(guò)計(jì)算比對(duì)后,輸出相應(yīng)的補(bǔ)償值驅(qū)動(dòng)補(bǔ)償油缸進(jìn)行動(dòng)態(tài)補(bǔ)償,以獲得滿意的制件精度。
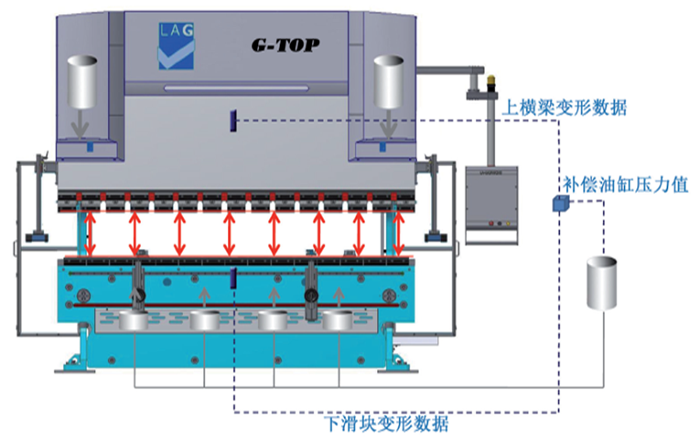
圖5 傳感器應(yīng)用
4.補(bǔ)償技術(shù)
G-FLEX墻板比例型變補(bǔ)償系統(tǒng)為一項(xiàng)補(bǔ)償技術(shù),該補(bǔ)償系統(tǒng)在折彎?rùn)C(jī)上無(wú)論折彎條件隨著板材厚度、長(zhǎng)度或折彎位置發(fā)生任何變化,都能保證每次折彎角度在全長(zhǎng)內(nèi)完全一致,消除光柵尺的測(cè)量誤差,保證機(jī)器的精度。
G-CS自動(dòng)撓補(bǔ)系統(tǒng)通過(guò)閉環(huán)控制,在板厚一定的折彎情況下簡(jiǎn)化了復(fù)雜的試折彎工作過(guò)程,即使折彎工件的長(zhǎng)度不同,或者在折彎?rùn)C(jī)的不同位置都能確保折彎出來(lái)的工件具有完全一致的角度及直線度,無(wú)需人工干預(yù)。可實(shí)現(xiàn)高折彎精度,好穩(wěn)定性,可實(shí)時(shí)動(dòng)態(tài)補(bǔ)償。
四、折彎隨動(dòng)技術(shù)
LAG葛世機(jī)器人折彎單元在折彎過(guò)程中,應(yīng)對(duì)不同大小和板厚的工件,可根據(jù)折彎?rùn)C(jī)滑塊的運(yùn)行速度進(jìn)行自動(dòng)跟隨(見圖6),自動(dòng)調(diào)整。該技術(shù)由意大利LAG葛世專用機(jī)器人折彎應(yīng)用軟件包LK-RBC-Rev4.0來(lái)實(shí)現(xiàn)。
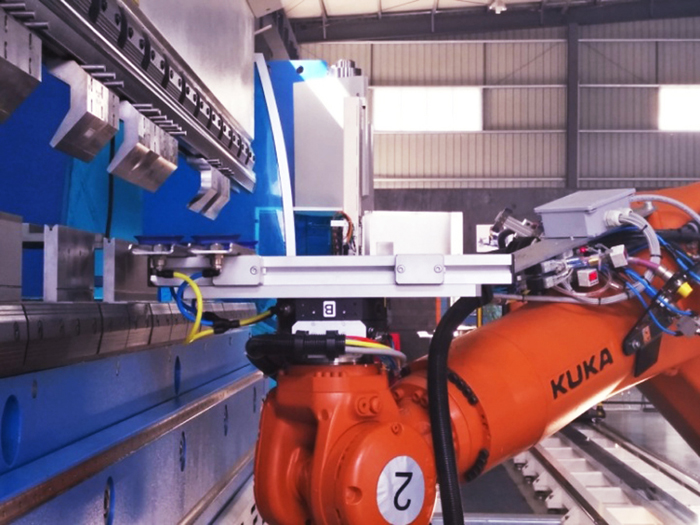
圖6 折彎隨動(dòng)
五、激光角度測(cè)量技術(shù)
AMS角度測(cè)量系統(tǒng)(見圖7)通過(guò)閉環(huán)的激光角度在線測(cè)量系統(tǒng),在機(jī)器人自動(dòng)折彎過(guò)程中,AMS的自動(dòng)應(yīng)用程序及內(nèi)置激光角度測(cè)量裝置的自動(dòng)角度測(cè)量系統(tǒng)與G-CS系統(tǒng)配合工作,保證彎曲角精度。其主要特點(diǎn)為:
(1)通過(guò)激光在線檢測(cè)工件回彈后的折彎角度;(2)受力檢測(cè)系統(tǒng)自動(dòng)計(jì)算折彎回彈量;(3)件根據(jù)下模寬度的不同可自動(dòng)調(diào)整進(jìn)深;(4)通過(guò)閉環(huán)的激光角度在線測(cè)量系統(tǒng),保證折彎成品率達(dá)到99.5%以上。

圖7 AMS角度測(cè)量系統(tǒng)
六、機(jī)器人自動(dòng)(ATC)換抓手、換模
機(jī)器人自動(dòng)(ATC)換抓手(見圖8)、換模是鈑金領(lǐng)域完全的智能自動(dòng)化操作方式,該方式由自動(dòng)換模軟件、機(jī)器人和模具庫(kù)(見圖9)組成。當(dāng)選配自動(dòng)換模系統(tǒng)時(shí),精密折彎中心從此可以全自動(dòng)隨機(jī)折彎小批次的不同產(chǎn)品。利用自動(dòng)更換模具的功能,折彎?rùn)C(jī)中的模具不再成為限制因素,可全程無(wú)人處理部件。機(jī)器人自動(dòng)機(jī)械裝置的抓手更換模具的速度非常快,隨時(shí)可折彎下批部件。
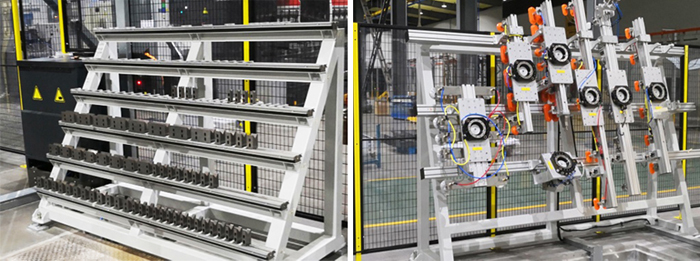
圖8 抓手庫(kù) 圖9 模具庫(kù)
1.自動(dòng)換模軟件
自動(dòng)換模軟件的主要特點(diǎn)為:
(1)通過(guò)附件的圖形化界面,用戶能夠立即看到整個(gè)系統(tǒng)的現(xiàn)狀;在該界面的右邊,有一個(gè)圖形表示模具的狀態(tài),對(duì)這些模具當(dāng)前的位置進(jìn)行分區(qū)。(2)整個(gè)界面包括折彎上模區(qū)域、折彎下模區(qū)域和模具庫(kù);模具的展示遵循模具本身的尺寸,被夾持的工位位置。(3)上下模用不同顏色區(qū)分;在該界面的左上邊,有對(duì)折彎?rùn)C(jī)上所裝模具的詳細(xì)描述。兩個(gè)部分:一個(gè)是解釋上模,一個(gè)是解釋下模,通過(guò)識(shí)別碼和現(xiàn)有位置來(lái)描述被夾持的模具。
2.管理功能
按下模具管理(見圖10)、產(chǎn)品管理、模具庫(kù)管理、模具設(shè)置管理等圖標(biāo),會(huì)彈出一個(gè)相應(yīng)的窗口,以便對(duì)相關(guān)任務(wù)進(jìn)行設(shè)置或管理。

圖10 模具管理
按下設(shè)置圖標(biāo)可以打開管理設(shè)置的條框。注:如采用機(jī)器人自動(dòng)換模系統(tǒng),模具上配置專用換模接口及專用模具庫(kù)。
七、數(shù)控順序折彎技術(shù)
數(shù)控順序折彎技術(shù)是一套適用于對(duì)工件形位公差加工有要求的高精度折彎控制系統(tǒng)(見圖11)。該裝置由一套帶軌道的兩組數(shù)控前推料裝置運(yùn)行系統(tǒng)構(gòu)成,位移由傳感器傳輸反饋,整個(gè)運(yùn)行由數(shù)控系統(tǒng)控制,控制軸由X3\X4及Z3\Z4組成。通過(guò)配置位移的數(shù)控前推料裝置和后擋塊進(jìn)行折彎,即使工件落料尺寸達(dá)到±1mm,也能輕松確保關(guān)鍵尺寸在可控誤差之內(nèi),提高制件精度和效率。
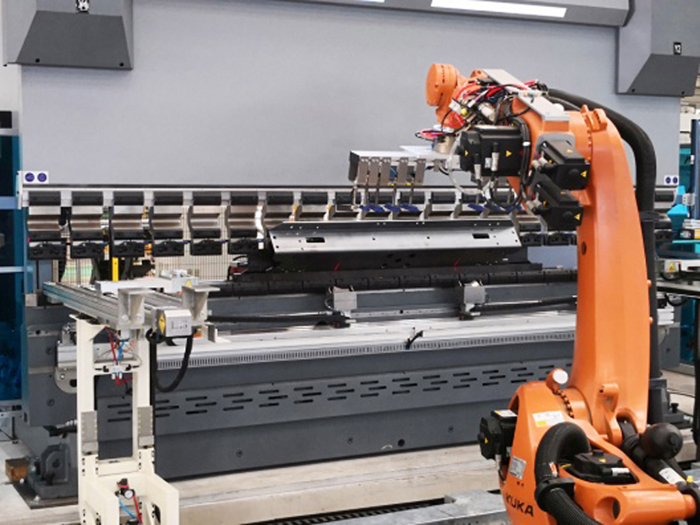
圖11 順序折彎
八、軟件及控制
在機(jī)器人折彎單元中我們應(yīng)用了參數(shù)化編程軟件、離線編程軟件(見圖12)和生產(chǎn)管理軟件,同時(shí)二次開發(fā)了折彎隨動(dòng)、自動(dòng)換模、自動(dòng)換抓手、柔性碼垛、實(shí)時(shí)補(bǔ)償、板邊尋邊、柔性翻轉(zhuǎn)技術(shù)和總線控制技術(shù)。可極大地滿足各類客戶鈑金折彎的技術(shù)和軟件需求。

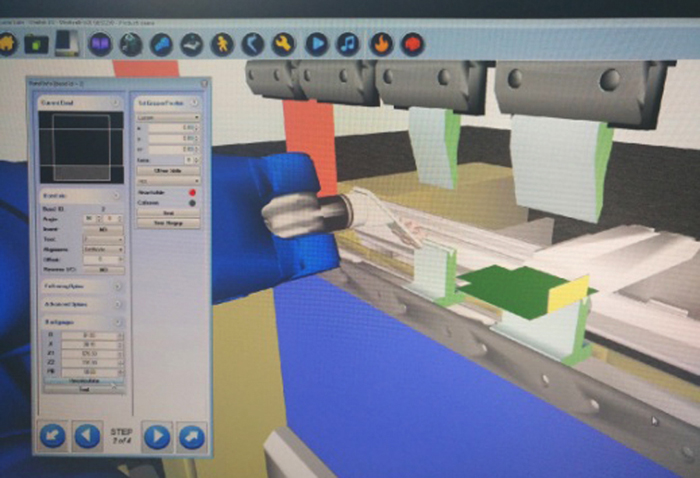
圖12 離線編程
九、結(jié)束語(yǔ)
隨著我國(guó)機(jī)械工業(yè)整體水平的提高,鈑金制造業(yè)對(duì)生產(chǎn)設(shè)備將會(huì)出現(xiàn)一個(gè)新層次的要求。終,能為用戶排憂解難的設(shè)備將會(huì)獲得用戶的青睞。LAG葛世機(jī)器人折彎單元具有適合客戶的生產(chǎn)方式,好地硬件及軟件結(jié)合,適合客戶多品種、小批量、快速切換和無(wú)需首片試制的特點(diǎn)。
(原標(biāo)題:WMEM|機(jī)器人折彎單元的技術(shù)特點(diǎn)及應(yīng)用)





所有評(píng)論僅代表網(wǎng)友意見,與本站立場(chǎng)無(wú)關(guān)。