賽萬特可轉(zhuǎn)向金剛石滾壓刀鏡面滾光刀

使用參數(shù)(以下參數(shù)請(qǐng)根據(jù)實(shí)際加工中工件的具體情況而定)
--------------------------------------------
工件余量:0.01mm
滾 壓 量:0.01-0.05mm(單邊)
潤(rùn) 滑:乳化液或油;經(jīng)過過濾的潤(rùn)滑劑(< 40 μ m)可提高表面質(zhì)量和刀具壽命
上道工序表面:表面粗糙度達(dá)到 Rz15 μ m 以下
工件MAX硬度:HRC65
切削速度:100m/min
進(jìn)給速度:0.05-0.2mm/rev

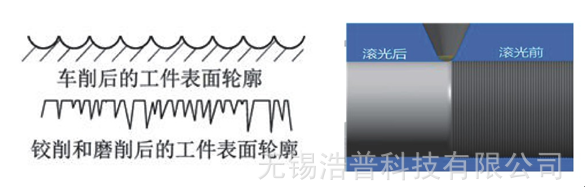
鉆石滾光原理
在顯微鏡下工件在切削的過程中刀具刀尖會(huì)在表面殘留像臺(tái)階一樣的走刀痕跡,金剛石在彈簧力的作用下在工件表面上滑動(dòng)過程中克服材料的屈服點(diǎn),使材料表面產(chǎn)生塑性變形,強(qiáng)迫走刀痕跡的zui高點(diǎn)流入到zui低點(diǎn),從而得到一個(gè)平整光滑的鏡面。材料在滾光的過程中由于塑性變形會(huì)產(chǎn)生硬化處理,從而提高工件表面的pi 勞強(qiáng)度。要達(dá)到理想擠光效果,工件的上一道切削工序表面光潔度應(yīng)約為 Ra3.2 以內(nèi)。
滾壓刀維護(hù)與保養(yǎng):
1,更換易損件說明
此滾壓刀具金剛石為易損件,當(dāng)需要更換時(shí)先取下頭蓋,再取下彈簧和導(dǎo)向柱,然后將的金剛石球頭取下來即可更換。
2,由于滾壓頭加工時(shí)產(chǎn)生微小粉塵,必需保持工具工作部位的清潔,潤(rùn)滑。經(jīng)常清洗清理鉆石頭。
3,潤(rùn)滑液循環(huán)使用時(shí),請(qǐng)使用過濾裝置,過濾器的過濾網(wǎng)與精密加工表面的粗糙相對(duì)應(yīng),建議使用5-40um。
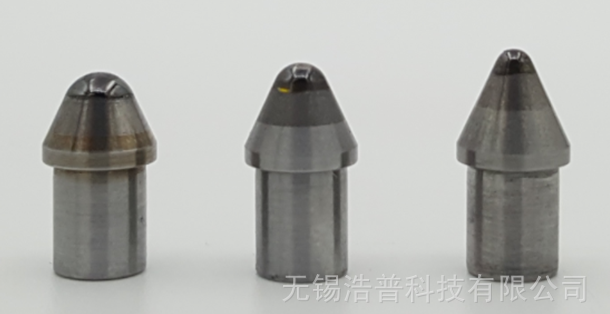
金剛石球頭圖片展示: