




旋轉(zhuǎn)沖直接沖成內(nèi)六角四方八方花鍵 SV-ROP-08-MTA2

內(nèi)六角、內(nèi)四方、內(nèi)花鍵可以車/鉆出來(lái)。
以下為加工實(shí)例工件圖:(六角)

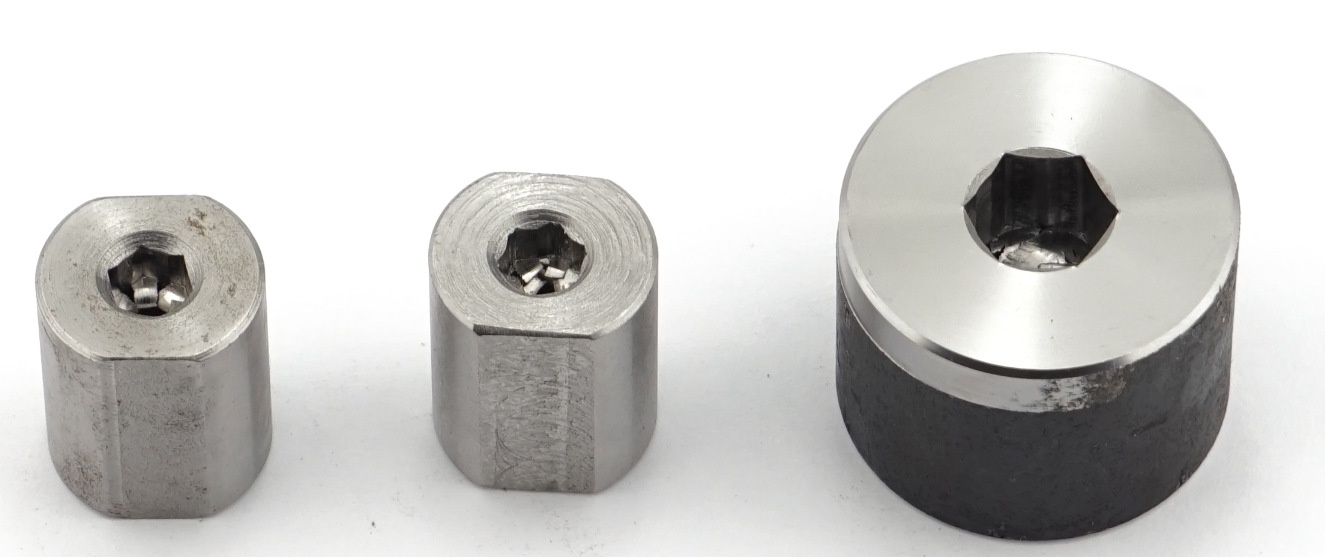
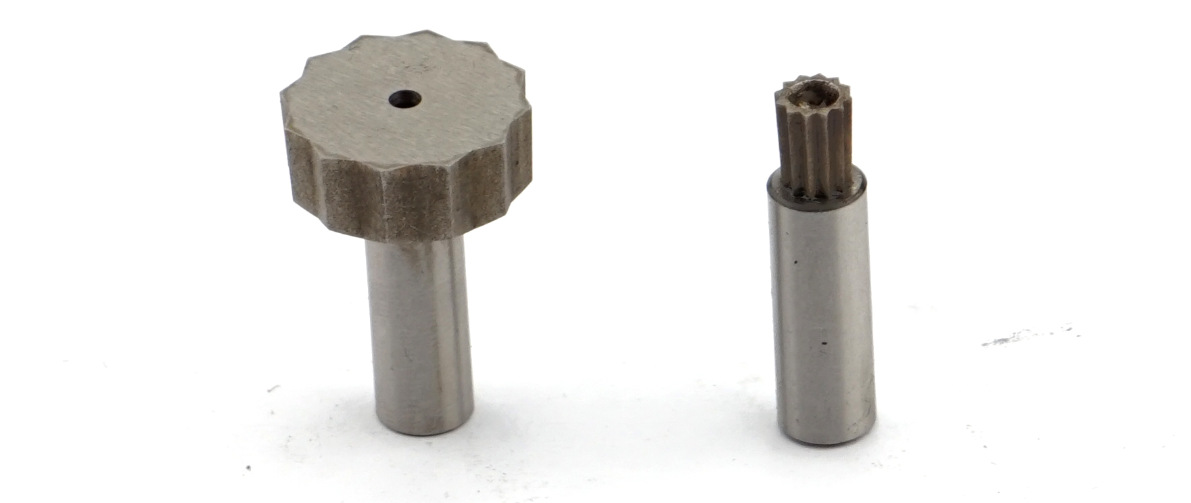
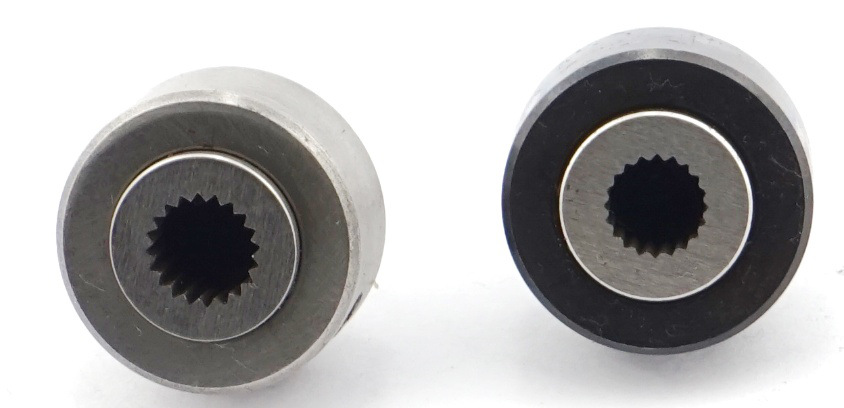
(內(nèi)齒型)
產(chǎn)品性能及特點(diǎn):
1.無(wú)須制作沖頭、電極等工裝、減少輔助成本
2.車工一道加工、減少工序與加工時(shí)間
3.質(zhì)量穩(wěn)定、效率大大提高、通用性強(qiáng)。
4.使用該工具,可根據(jù)用戶的需要能方便地加工出內(nèi)四方、內(nèi)六方等多邊形內(nèi)孔,只需要幾秒鐘完成。
5.適用于硬度為加工工件硬度HRC30°以下各類材料零件的加工
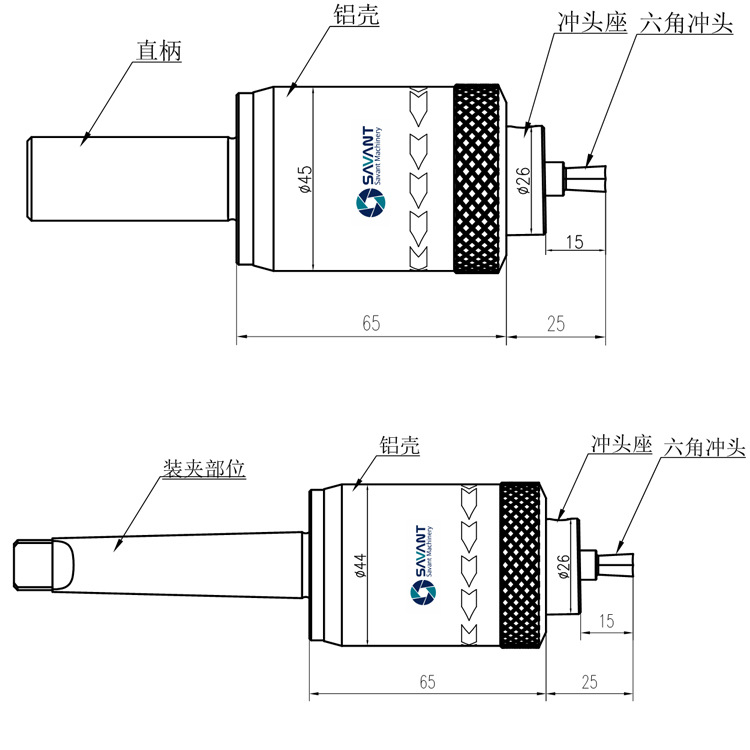
旋轉(zhuǎn)沖主體型號(hào)示意:SV-ROP-08-MTA2 為莫式二號(hào)接柄主體(所有模式柄現(xiàn)貨供應(yīng))
SV-ROP-08-ZB20 為直柄20接柄主體(所有直柄現(xiàn)貨供應(yīng))
旋轉(zhuǎn)沖*主體尺寸圖:
旋轉(zhuǎn)沖削刀頭(六角)
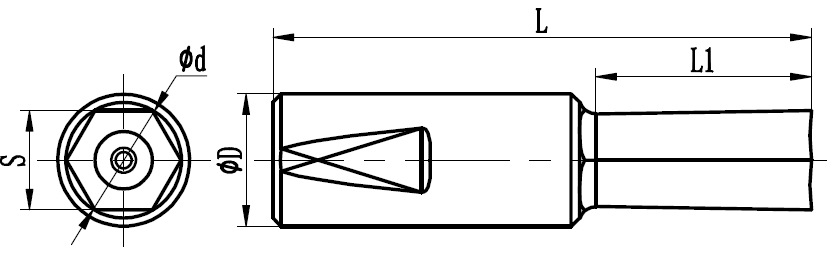

轉(zhuǎn)速:300-2000r/min 進(jìn)給量:0.02-0.1mm/r (根據(jù)不同材料參數(shù)做相應(yīng)調(diào)整)
旋轉(zhuǎn)沖削刀頭(四方)
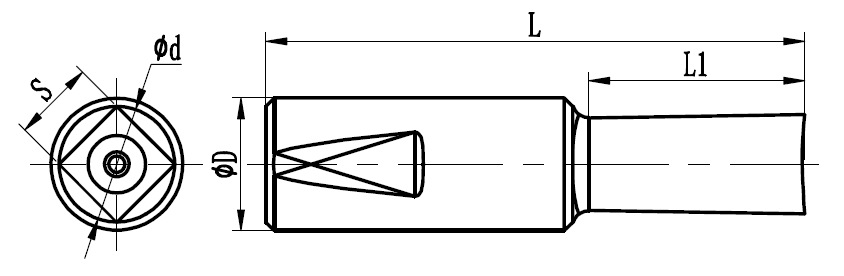
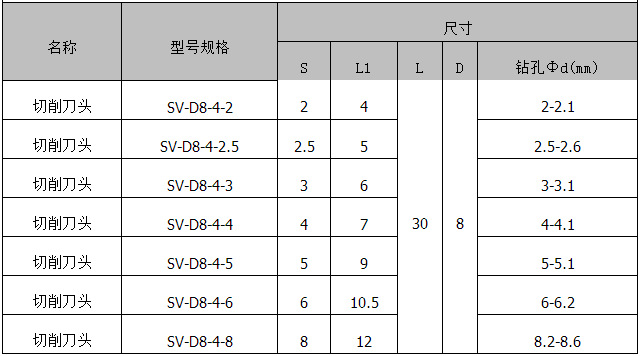
轉(zhuǎn)速:300-2000r/min 進(jìn)給量:0.02-0.1mm/r (根據(jù)不同材料參數(shù)做相應(yīng)調(diào)整)

※其他內(nèi)外多邊形及內(nèi)外花鍵可接受定制※
使用方法
(一)注意事項(xiàng)
1.選擇合適的工具,將工具裝夾在設(shè)備的尾座或主軸上。
2.為保證加工精度,必須使工具同工件軸心中心吻合。
3.本工具工作時(shí)間可以是工具旋轉(zhuǎn),也可以是零件旋轉(zhuǎn),主軸右轉(zhuǎn)。
4.為提高工具使用壽命,工作時(shí)請(qǐng)用冷卻液或切削油冷卻。
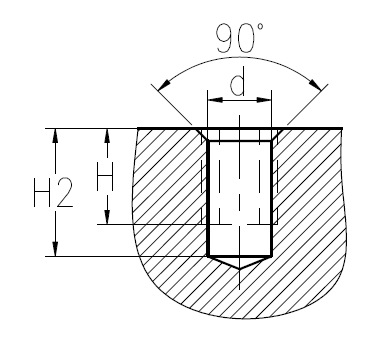
(二)沖削前孔加工尺寸
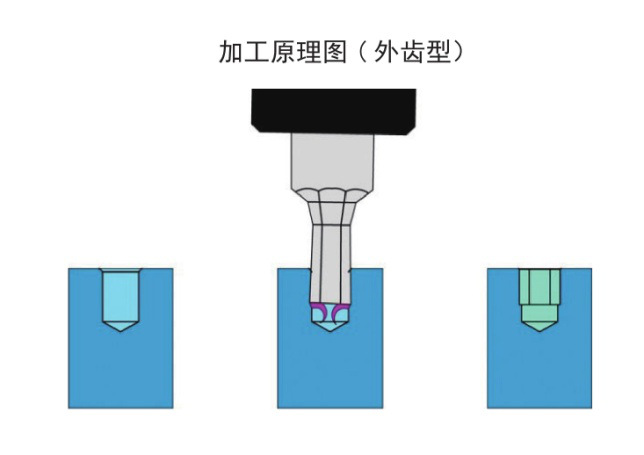
1.鉆孔直徑D≥刀刃對(duì)邊(或內(nèi)切圓)尺寸。
2.孔口倒角90度,且倒角孔口直徑大于刀刃對(duì)邊。起導(dǎo)向作用。
3.鉆孔深度H2≥1.5×沖削有效深度(H)。
(三)*工作參數(shù)
1.轉(zhuǎn)速:300-2000轉(zhuǎn)分,旋轉(zhuǎn)沖削*的原理允許高速使用,但在高速使用時(shí)應(yīng)該注意(如加工中心),工具同工件剛接觸時(shí)使用較慢轉(zhuǎn)速或靜止?fàn)顟B(tài)下使沖頭慢慢接觸工件,直到?jīng)_頭同工件進(jìn)入工作狀態(tài)時(shí)增加轉(zhuǎn)速。
2.進(jìn)給量:0.02-0.1mm/轉(zhuǎn),鋁銅件進(jìn)給量可適當(dāng)加大2-3倍。
3.沖削深度:≤1.5×刀刃對(duì)邊寬。
產(chǎn)品細(xì)節(jié)圖:


旋轉(zhuǎn)沖直接沖成內(nèi)六角四方八方花鍵 SV-ROP-08-MTA2










































