




鏡面滾壓工具 滾壓刀 滾壓頭 滾光刀 內(nèi)孔滾壓刀
通孔滾壓刀 擠壓刀 鏡面工具 TK-D-L










滾壓刀簡介:
滾壓刀能在常溫下利用金屬的塑性變形,使工件表面的微觀不平度輾平從而達(dá)到改變表層結(jié)構(gòu)、機(jī)械特性、形狀和尺寸的目的. 無論用何種金屬加工*加工,在零件表面總會留下微細(xì)的凸凹不平的刀痕,出現(xiàn)交錯起伏的峰谷現(xiàn)象。滾壓刀是利用機(jī)械擠壓的原理,獲得光潔如鏡的金屬表面的一種機(jī)械無切削的塑性加工方法。

1.內(nèi)孔滾壓工具結(jié)構(gòu)、名稱:
2.*調(diào)整
(1)用千分尺測量工具直徑(圖1)
(2)上下推動有刻度鋁殼同時左右旋轉(zhuǎn),可調(diào)整工具直徑,每格刻度值 0.0025mm(圖2)


(1)把內(nèi)孔滾壓工具安置于車床尾座上,工具不動,工件轉(zhuǎn)動進(jìn)行加工,或安置于鉆、鏜、銑加工中心等機(jī)床的主軸上,工具轉(zhuǎn)動,工件不動進(jìn)行加工。注:加工時滾針保持套同時旋轉(zhuǎn)。(圖1)
(2)使內(nèi)孔滾壓工具與加工孔的中心吻合(圖2)
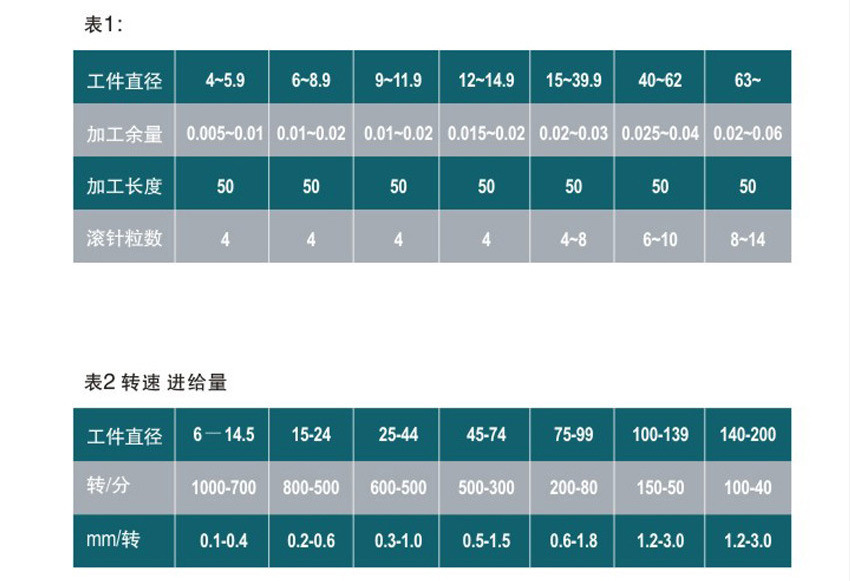
(3)參照技術(shù)參數(shù)表數(shù)據(jù)進(jìn)行加工,機(jī)床主軸要右轉(zhuǎn)(圖3)
(4)繼續(xù)旋轉(zhuǎn)退回工具,工具直徑會自動縮小,退出時不會損傷被加工表面
(圖4)


為了獲得合適的滾壓余量數(shù)據(jù),應(yīng)根據(jù)工件本身情況(主要是什么材質(zhì)、硬度、滾壓之前表面粗糙度等)有所選擇,故批量加工前應(yīng)試加工幾件,調(diào)出適合*直徑。

1.什么是滾壓?精度能控制到多少?
(1)滾壓加工的原理是用高硬度光滑的滾針將金屬表面凸起部分碾平而使凹陷的部分隆起,加工成平滑如鏡的表面,這與切削不同,是一種塑性加工。在短時間內(nèi)改善表面粗糙度的同時表面被加工硬化,并且由于產(chǎn)生壓縮殘留力得到具有耐磨性的表面。
(2)在合理的滾壓余量范圍內(nèi),尺寸精度可控制在0.0025mm以內(nèi)。
2.滾壓加工與其它加工表面的方法相比有什么優(yōu)勢?
滾壓與其它的加工方法比具有生產(chǎn)效率高、操作簡單方便、加工后的工件表面粗糙度、表面硬度、耐磨性都得到提高。
3.滾壓工具在什么機(jī)床上使用?加工條件是什么?
(1)可在普通車、鉆、鏜、銑、加工中心等機(jī)床上使用,裝夾方便。加工時*的工件只需要其中一個轉(zhuǎn)動和進(jìn)給就可以。
(2)滾壓*加工的工件硬度在HRC40以內(nèi),滾壓前工件表面的刀紋要疏松、均勻,不能太深,采用車床或鏜床等點切削加工方式加工成有規(guī)則的表面形狀。如鉆削加工等得到的不規(guī)則加工面,滾壓后不能將凸起部分*填埋到凹陷部分,得不到良好的表面效果。
4.*磨損后,零部件的更換
如果*的零部件磨損,在不能修磨的情況下,已經(jīng)不能使用了,如:滾針、芯軸、保持套等等。我們都有配套的零件更換,更換非常方便,及時。注意滾針要成套更換。
5.滾壓加工時需要工作液嗎?
(1)滾壓加工時須用低粘度工作液,并經(jīng)常清洗滾壓頭,在數(shù)控車床上使用時用油性切削液,在鉆床、普車等機(jī)床上使用鋼件采用機(jī)油+柴油,鋁件采用機(jī)油+煤油 比例為3:7混合,銅件采用32#變壓器油也可用縫紉機(jī)油。
(2)理論上在無潤滑的情況下也可以加工,但會影響到工具的使用壽命和加工表面粗糙度,所以*使用工作液。

用滾壓的方法精加工內(nèi)孔,在*國家普遍應(yīng)用。賽萬特內(nèi)孔滾壓工具是一種通過滾壓擠光,使內(nèi)孔表面達(dá)到鏡面非常理想的內(nèi)孔精加工工具
產(chǎn)品性能規(guī)格
1、本產(chǎn)品具有機(jī)械微調(diào)裝置,偏差控制非常準(zhǔn)確(0.0025mm以內(nèi)),能保證批量生產(chǎn)的質(zhì)量,通、盲孔都能加工。工具調(diào)節(jié)范圍0.5mm。
2、經(jīng)過滾壓加工后的工件表面硬度可提高40HV,增加了工件耐磨性和抗腐蝕性、抗疲勞強(qiáng)度。
3、本工具工作效率高(例如:加工φ100*200mm的內(nèi)孔,只需要1.5分就可完成,加工φ30*100mm的內(nèi)孔,10秒就可完成)。
4、本工具體積小,操作簡單,維修費(fèi)用低(只是轉(zhuǎn)動部位有磨損,更換零件即可),*使用成本更低,等于購置一臺設(shè)備。
5、內(nèi)孔經(jīng)滾壓后,用本產(chǎn)品一次滾壓就可以使內(nèi)孔表面粗糙度從Ra3.2um左右提高到Ra0.2-0.05um之間(鑄鐵在Ra0.4-0.2um之間)。
6、本產(chǎn)品在車床、鉆床、鏜床、銑床、加工中心等機(jī)床上使用,在一定范圍內(nèi),它可以取代并優(yōu)于磨、珩磨、研磨、精鉸、精鏜、精車等傳統(tǒng)工藝。
7、本工具的價格是國外同類產(chǎn)品的1/3,規(guī)格從φ4mm至φ350mm為標(biāo)準(zhǔn)規(guī)格
通孔滾壓刀 擠壓刀 鏡面工具 TK-D-L










































