

數(shù)控外圓磨床磨削用量的選用
用數(shù)控外圓磨床進(jìn)行超精磨削時(shí),可保證有效達(dá)到Ra0.02μm表面粗糙度要求應(yīng)選用的經(jīng)驗(yàn)?zāi)ハ饔昧?/p>
數(shù)控外圓磨床磨削加工注意事項(xiàng)
1) 操作時(shí)應(yīng)密切注意砂輪與工件表面的接觸狀況。當(dāng)工件表面剛與砂輪接觸時(shí),可聽到連續(xù)的咝咝聲,工件表面的水跡可被旋轉(zhuǎn)的砂輪帶走,同時(shí)可見到微弱的火花,此時(shí)即可加冷卻液。冷卻液宜選用濃度稍高的皂化液,使用前必須經(jīng)過(guò)嚴(yán)格的清潔過(guò)濾。然后進(jìn)給,每次進(jìn)給量為0.005mm/每雙行程。至火花消失時(shí),磨削完畢,此時(shí)將橫向進(jìn)給手輪向進(jìn)給方向按住,使砂輪向工件微微壓進(jìn),但不作進(jìn)給,即等于對(duì)工件進(jìn)行一次拋光,以進(jìn)一步提高磨削表面質(zhì)量。
2) 在環(huán)境溫度較高(如夏季)情況下進(jìn)行磨削時(shí),機(jī)床照明燈不宜靠近工件,以防止工件受熱膨脹而影響磨削質(zhì)量。
3) 如出現(xiàn)工件表面拉毛現(xiàn)象,說(shuō)明數(shù)控外圓磨床冷卻液不干凈或砂輪表面有浮砂,應(yīng)重新過(guò)濾冷卻液或刷掉砂輪表面浮砂。
4) 如出現(xiàn)工件局部燒傷現(xiàn)象,可能是冷卻液不充分或進(jìn)給量過(guò)大,或砂輪鈍化等原因所致。
5) 如加工后的工件表面局部出現(xiàn)細(xì)微波紋,數(shù)控外圓磨床可能是主軸松動(dòng)、電機(jī)振動(dòng)或其它原因造成的,可視具體情況采取相應(yīng)措施加以解決。
精密數(shù)控端面外圓磨床自動(dòng)測(cè)量/可自動(dòng)送料產(chǎn)品結(jié)構(gòu)特點(diǎn):
本機(jī)床適用于磨削圓柱形、圓錐形的外圓。也可磨削軸向端面,端面,具有剛性強(qiáng)、精度高、磨削效率高等特點(diǎn)。本機(jī)床適用于大、中、小批量生產(chǎn)的車間及工具、機(jī)修車間使用。
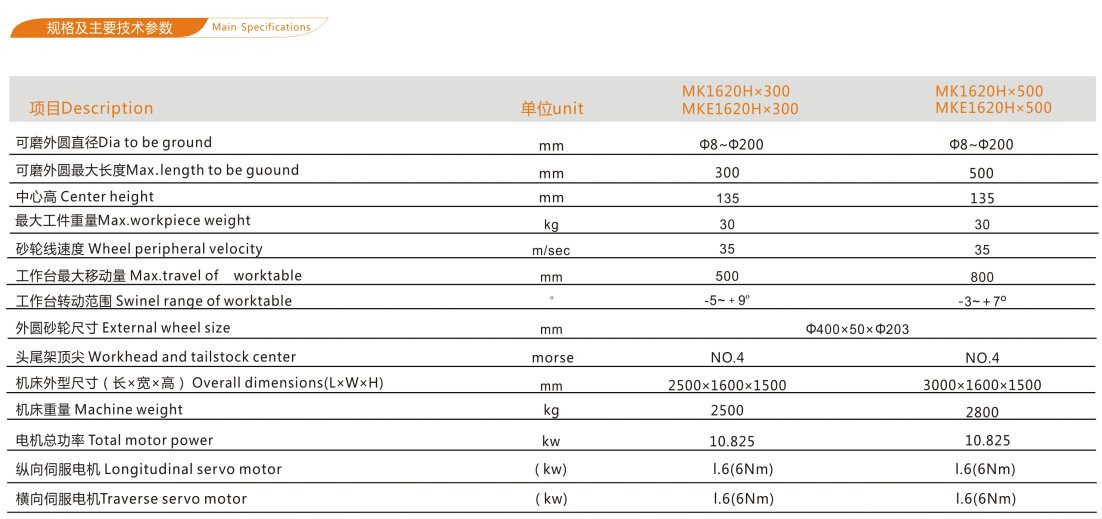
數(shù)控外圓磨床重復(fù)定位精度:0.0015mm,數(shù)控外圓磨床加工精度0.0035mm以內(nèi)。
床廠有限公司")












































